MP&C
Member
Yes, but it is not yet a fan of me..... ")
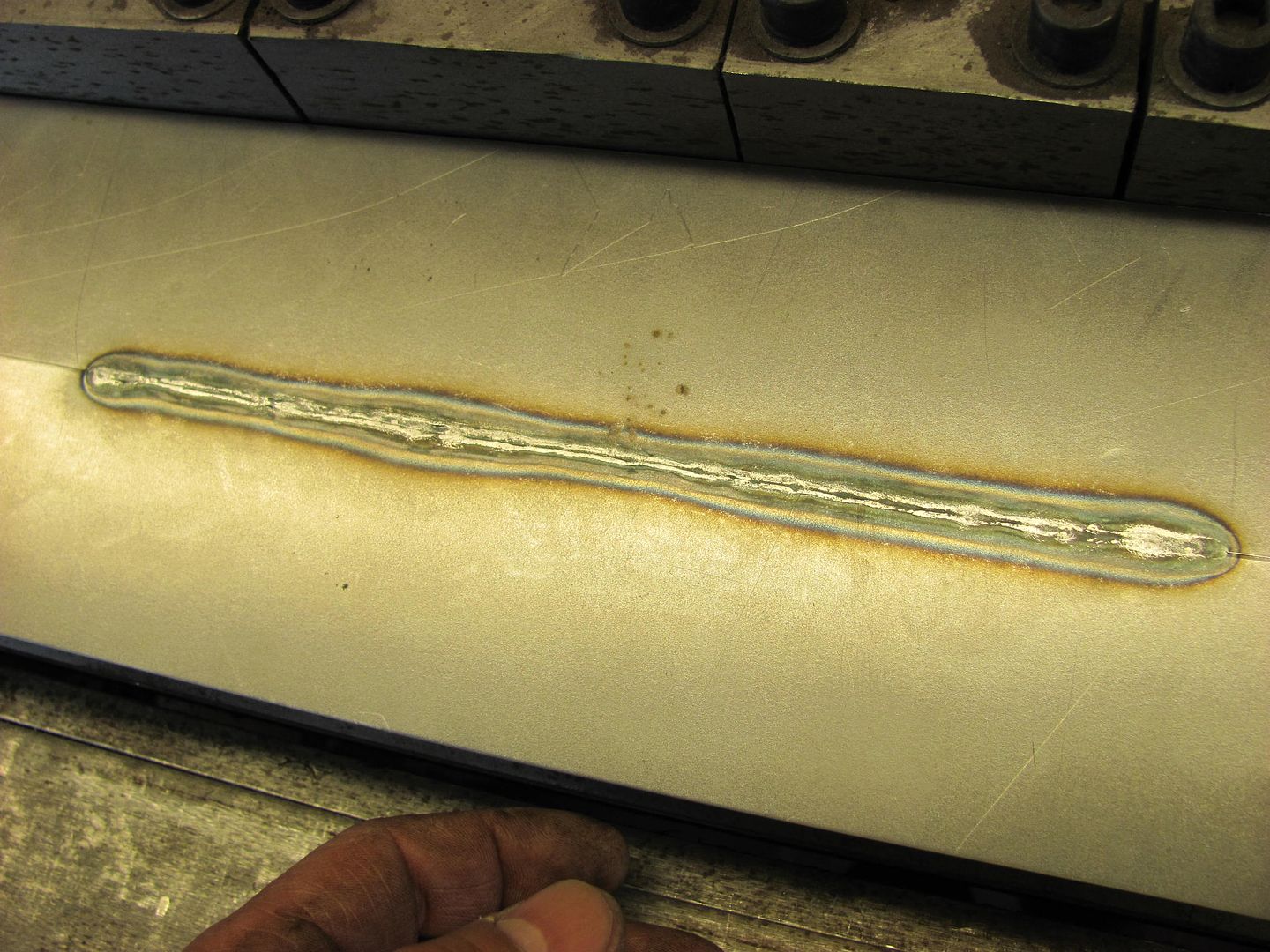
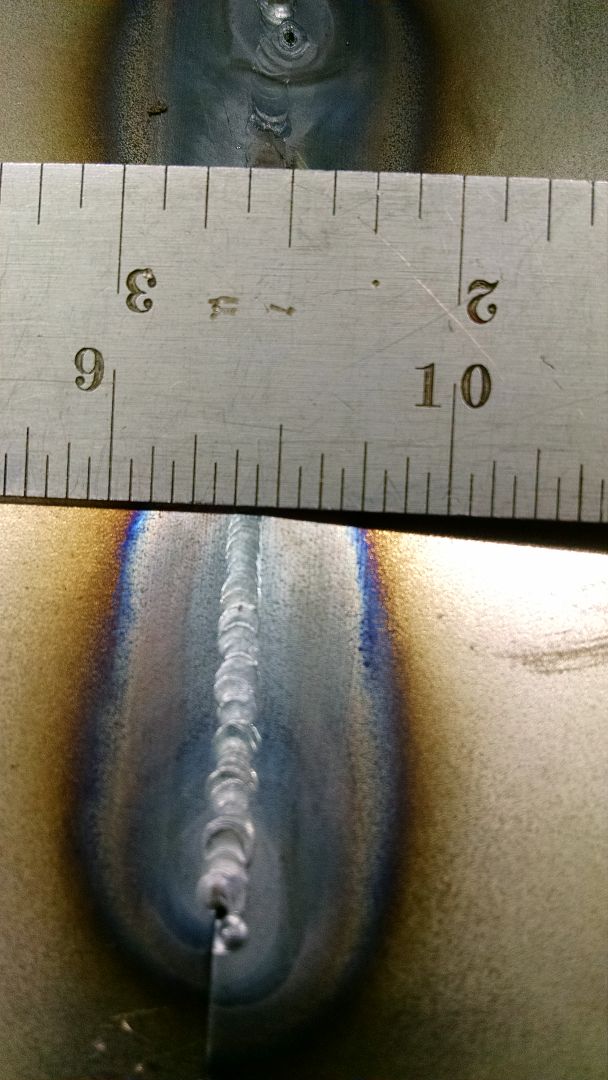
Either TIG or O/A can give you a better, softer weld, with less HAZ and more consistent HAZ than MIG. CAN, not will. Much has to do with capabilities in trimming and fitup, as the best weld going would be either the TIG or O/A in a no-filler fusion weld. This gives you a softer weld that is easier to planish, and clean up is minimal, and a more consistent HAZ for less distortion. However, if one's skills are not that fluent in these two processes (me), then additional weld times may be realized that negate the benefits of minimal heat/HAZ seen in the no-filler fusion weld.. Time spent in fitup and trimming is much longer, but that is offset by the time you are now spending in cleanup with the MIG...
Either TIG or O/A can give you a better, softer weld, with less HAZ and more consistent HAZ than MIG. CAN, not will. Much has to do with capabilities in trimming and fitup, as the best weld going would be either the TIG or O/A in a no-filler fusion weld. This gives you a softer weld that is easier to planish, and clean up is minimal, and a more consistent HAZ for less distortion. However, if one's skills are not that fluent in these two processes (me), then additional weld times may be realized that negate the benefits of minimal heat/HAZ seen in the no-filler fusion weld.. Time spent in fitup and trimming is much longer, but that is offset by the time you are now spending in cleanup with the MIG...