MP&C
Member
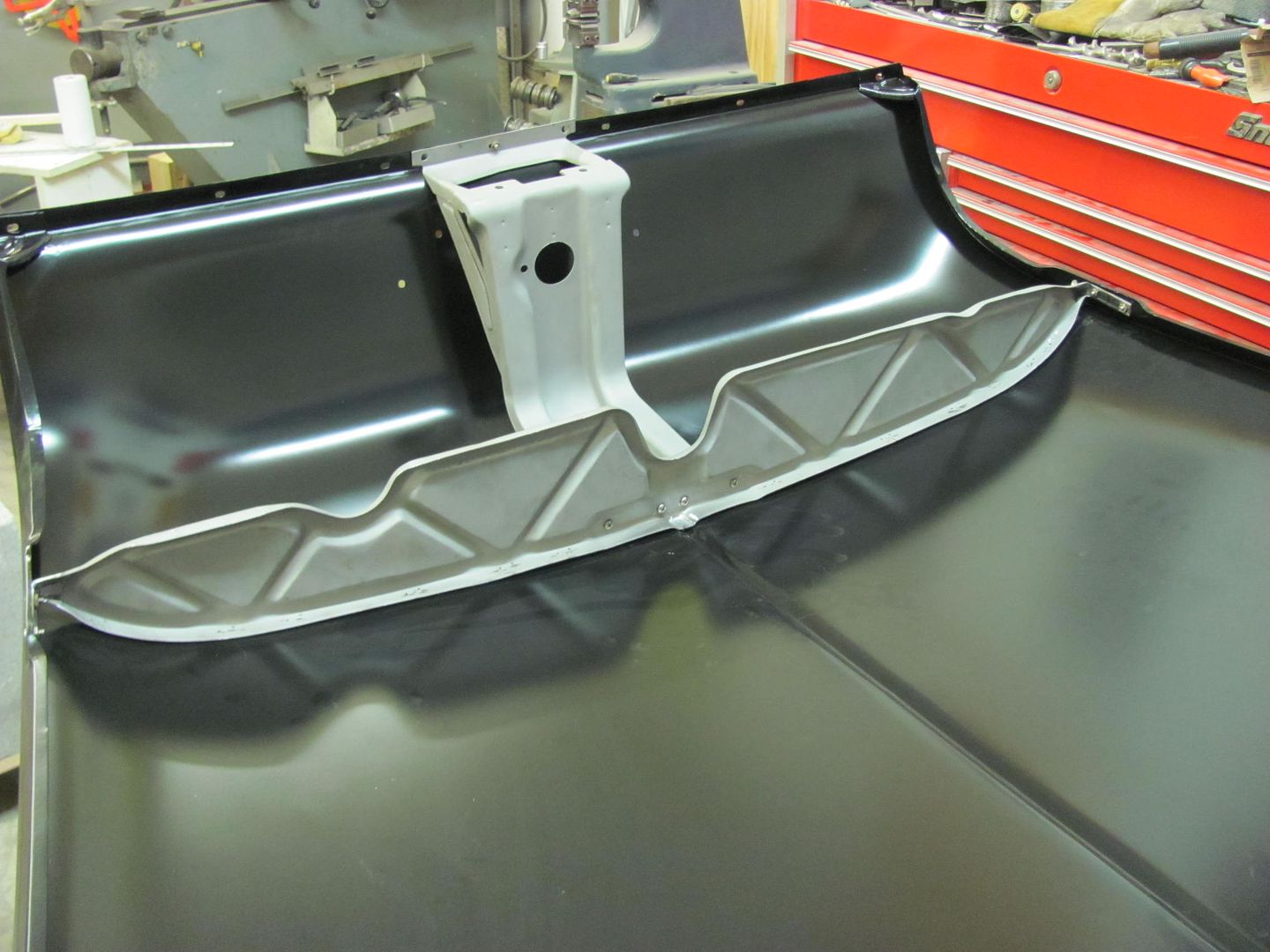
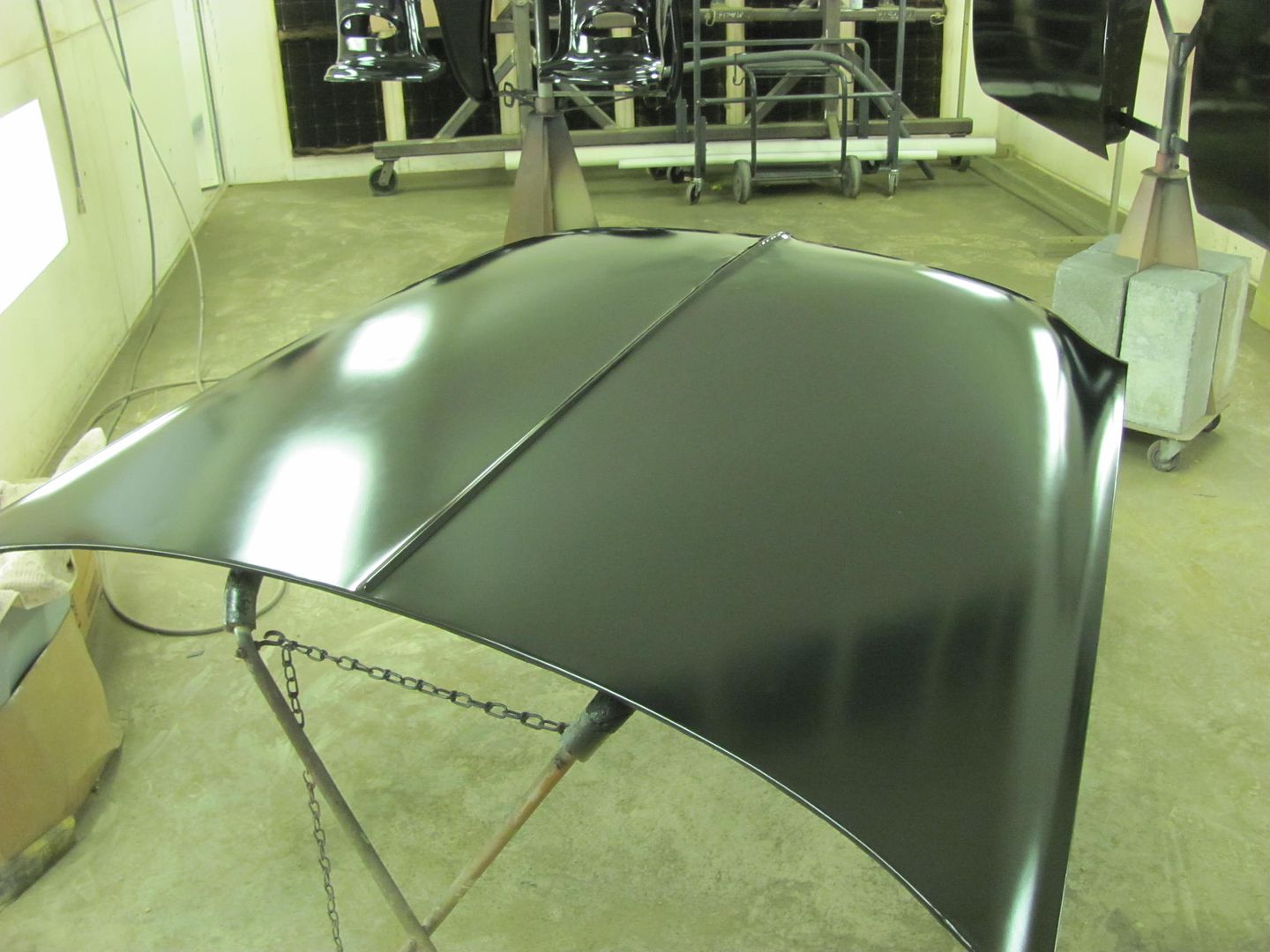
Sneak preview of the powder coating, here's one of the inner fenders...

Kyle working on more media blasting, we should have another batch for powder coating this weekend....

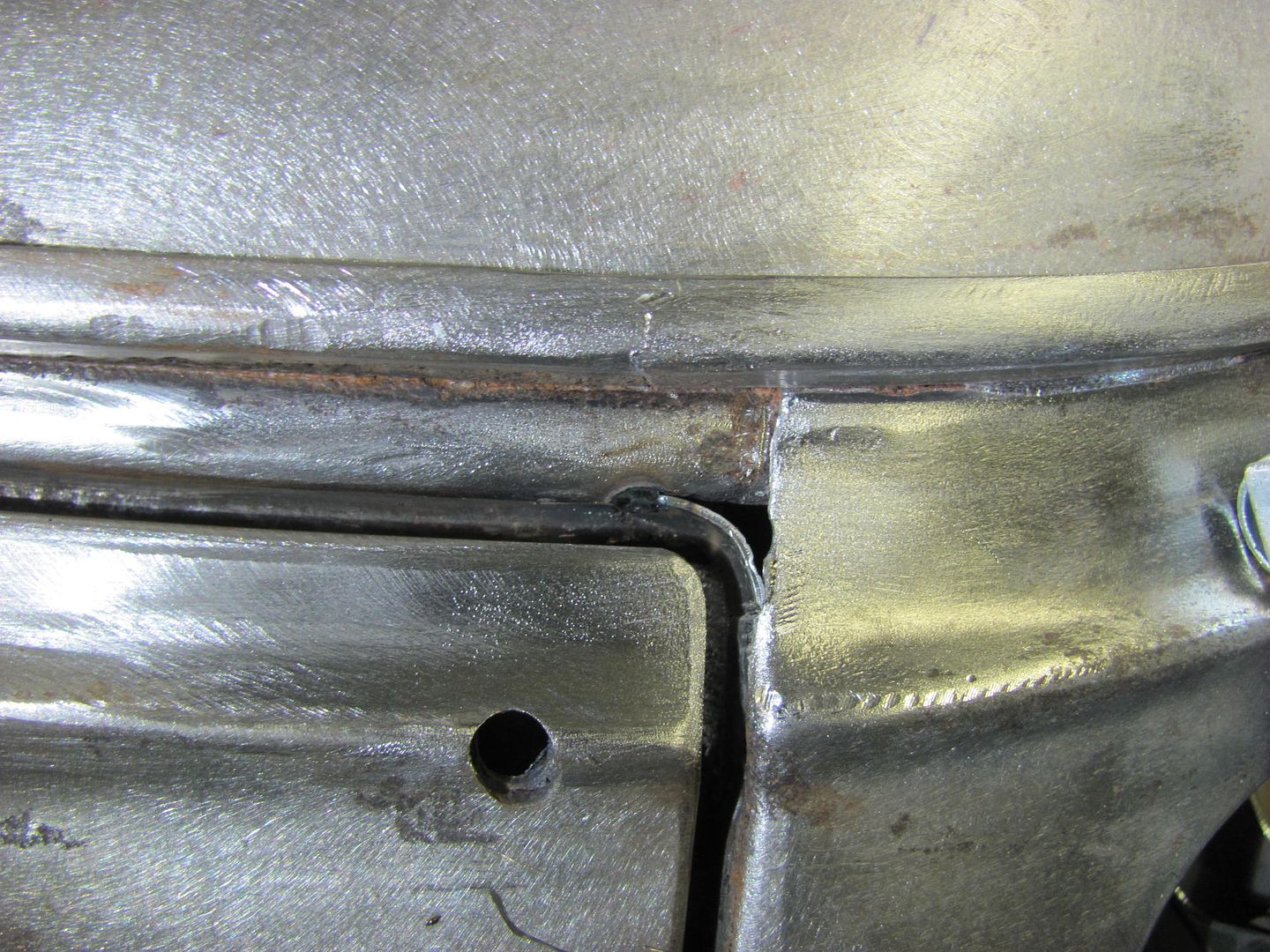
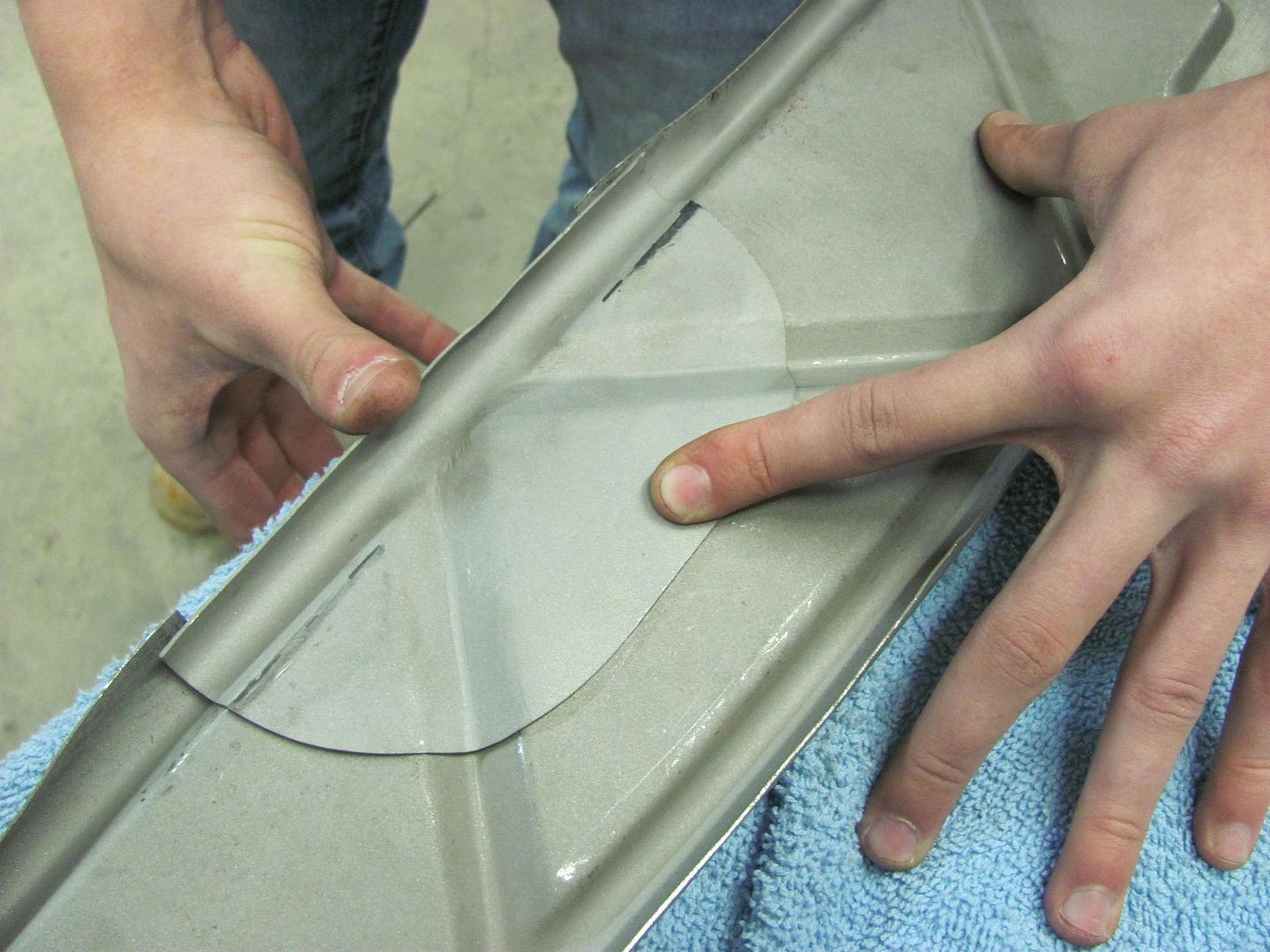
With the passenger door removed and out of the way, I worked on the radius-ing and repairing of the lead gap seam. First to check the radius of the completed driver's side with the Gatormeet radius gauge...

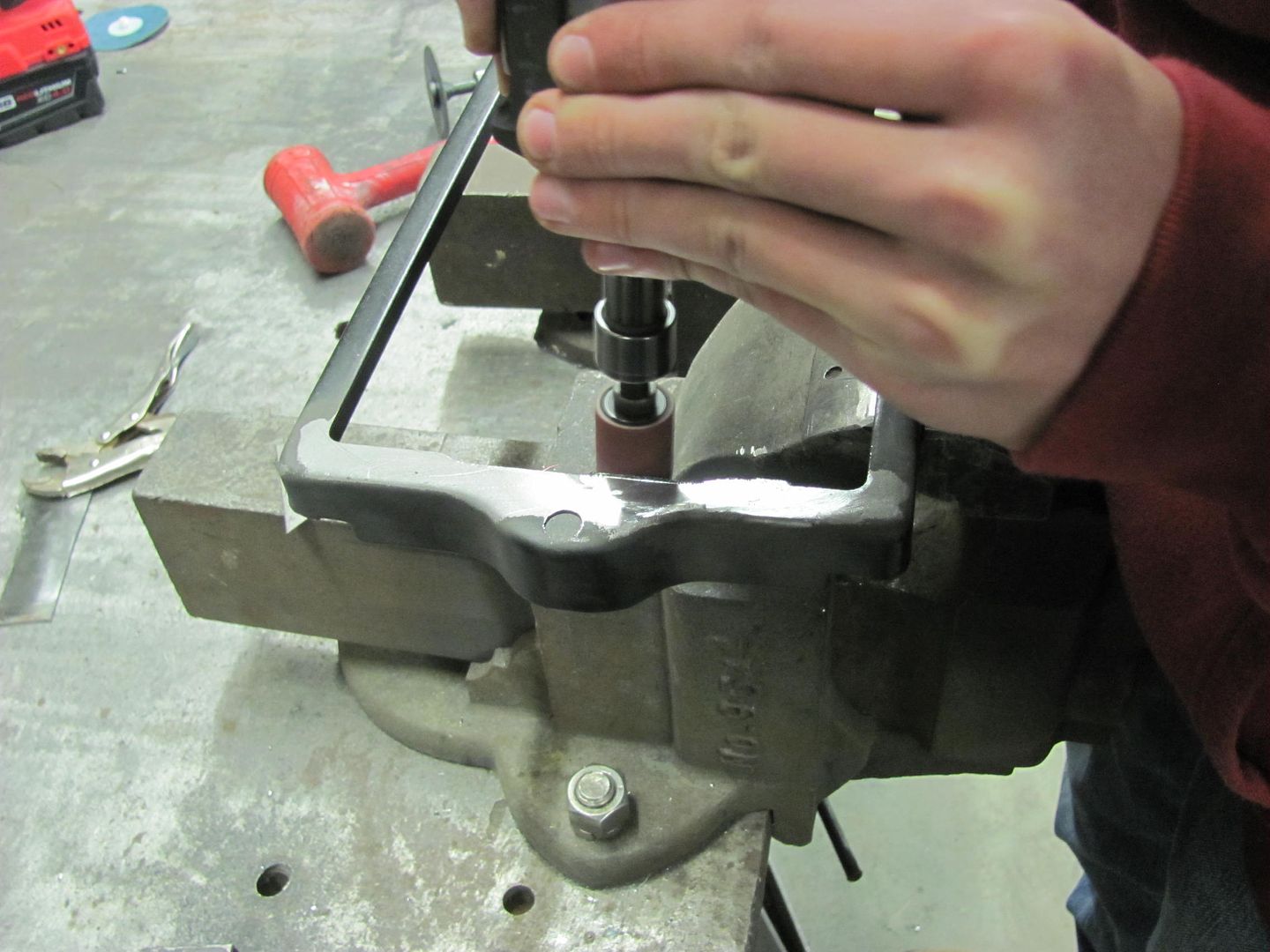
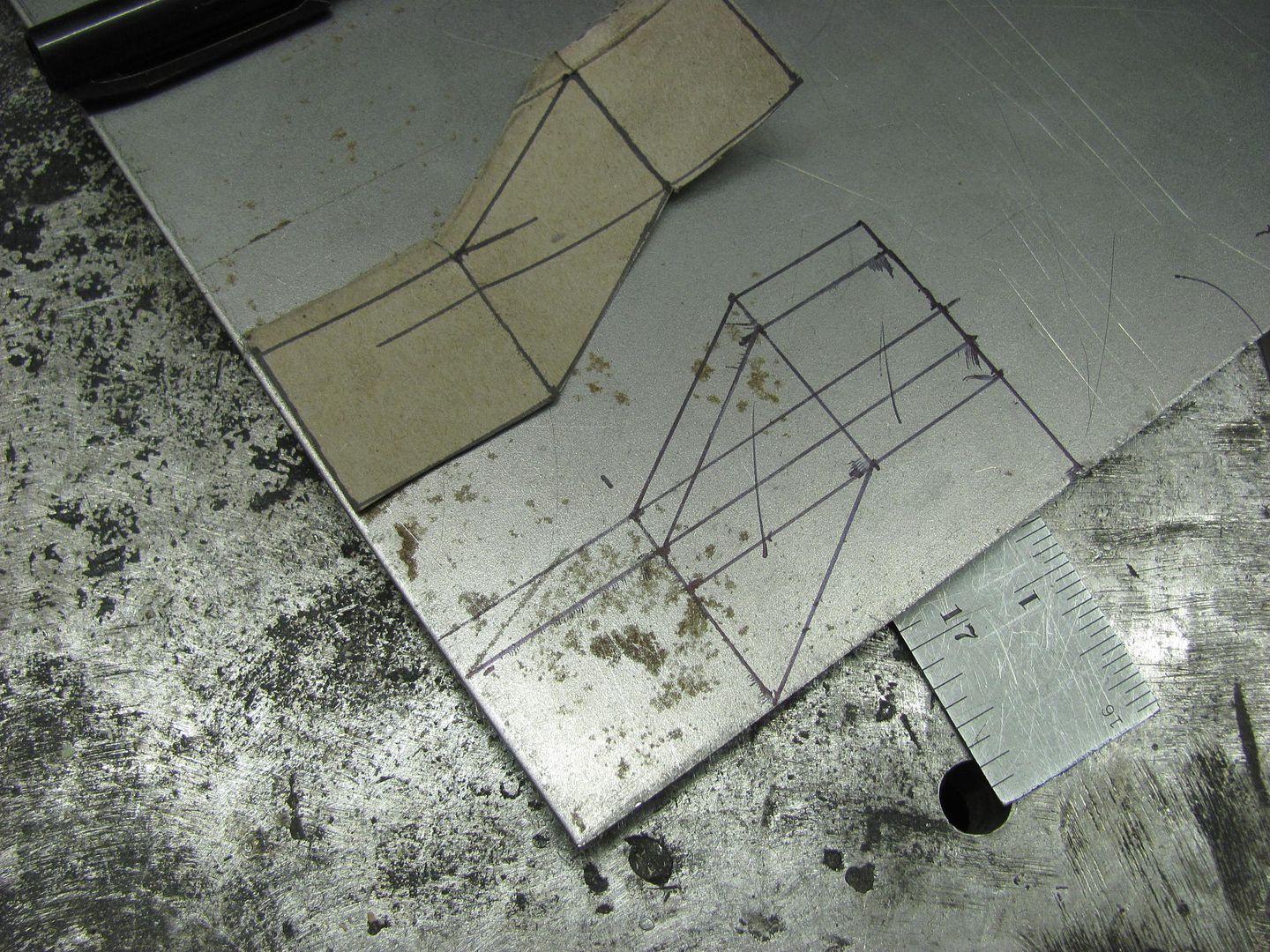
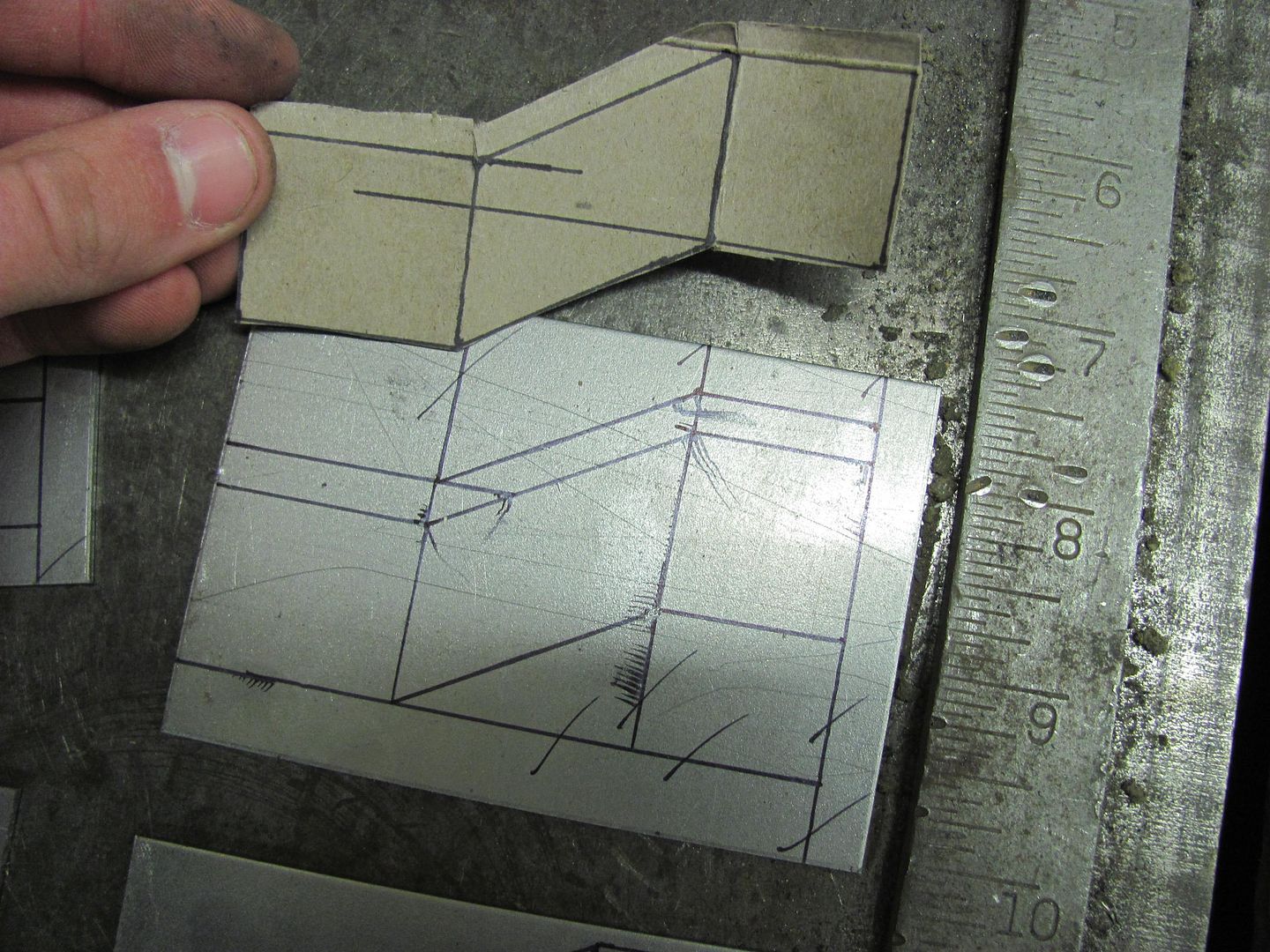
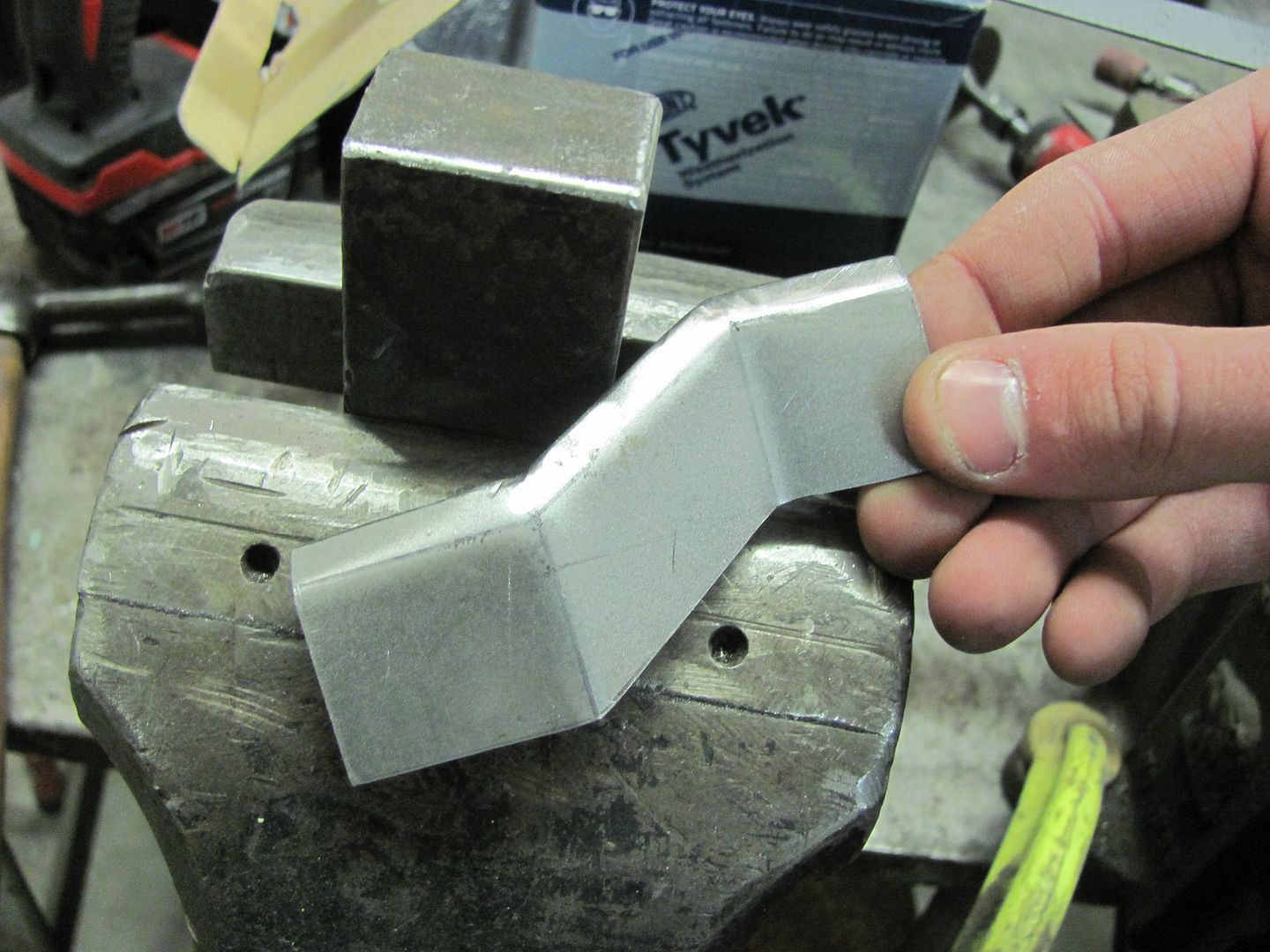
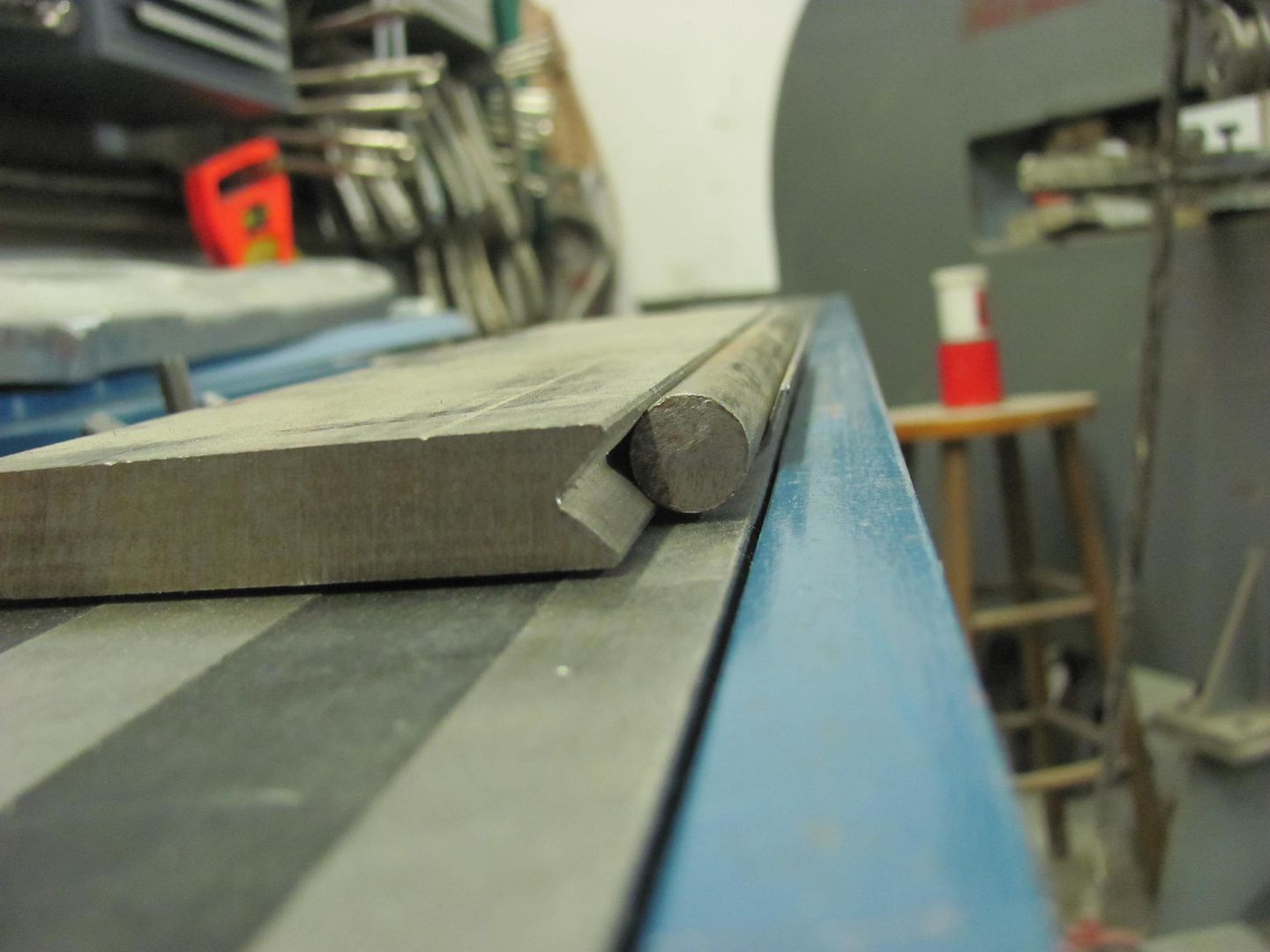
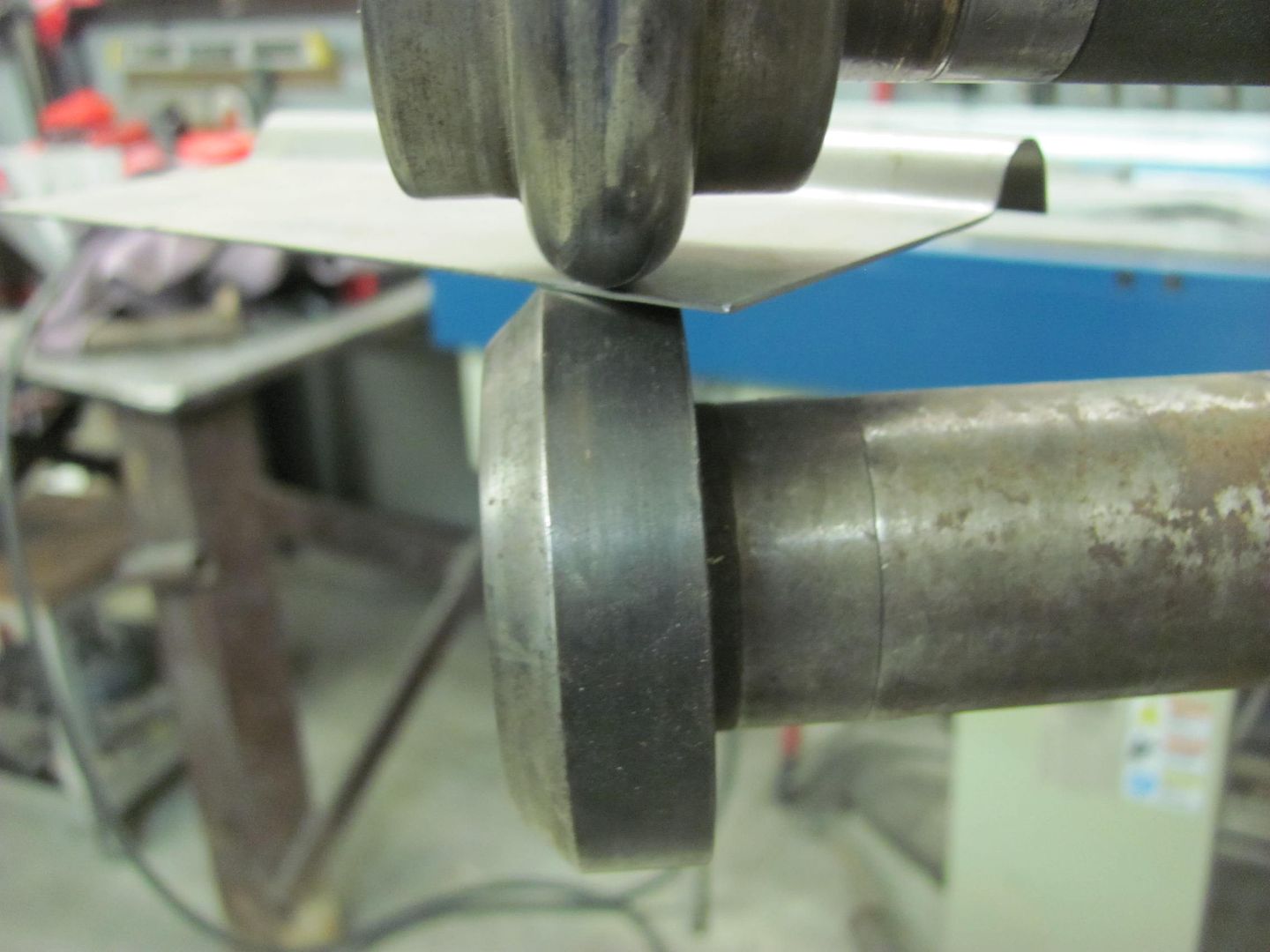
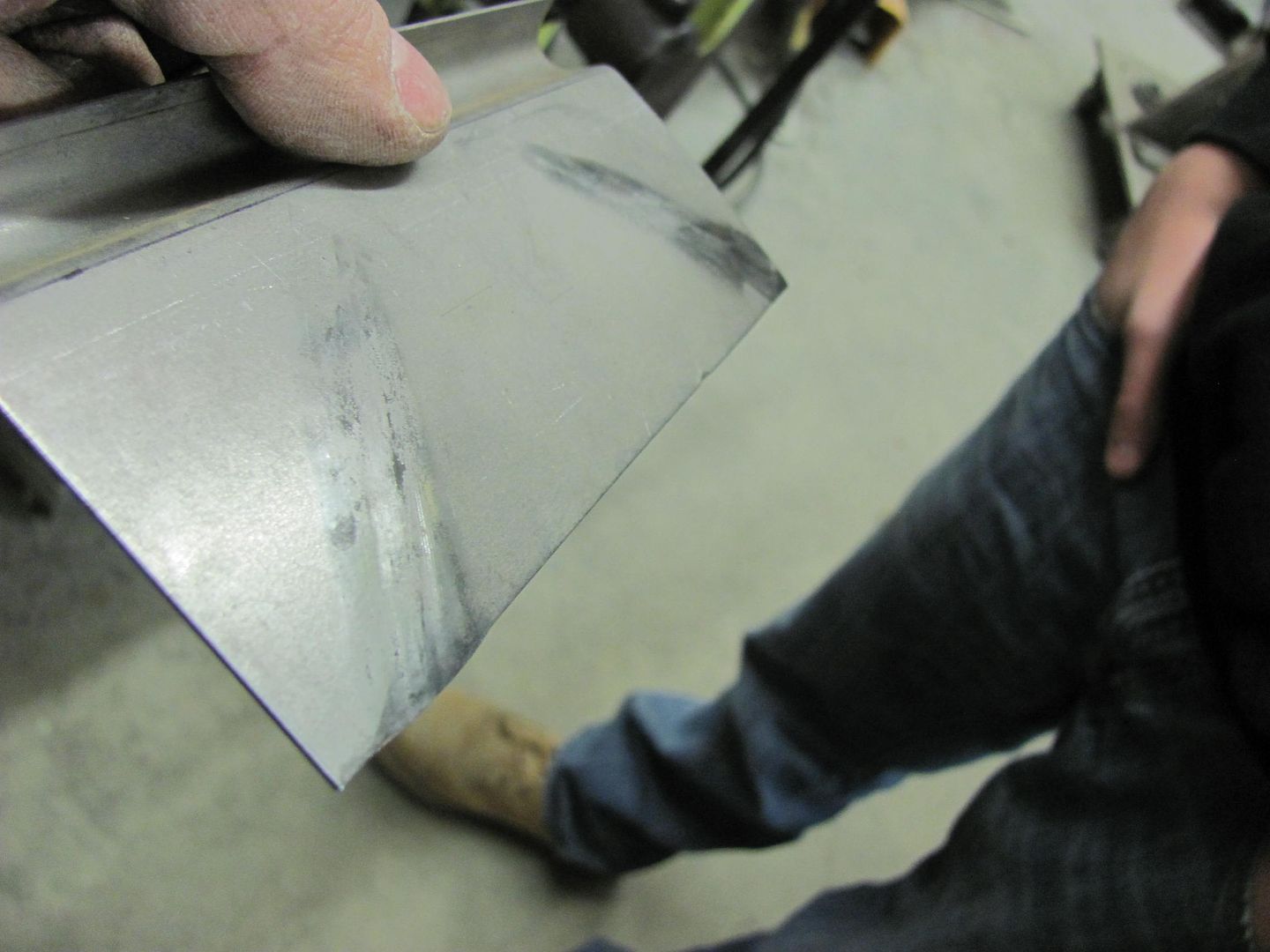
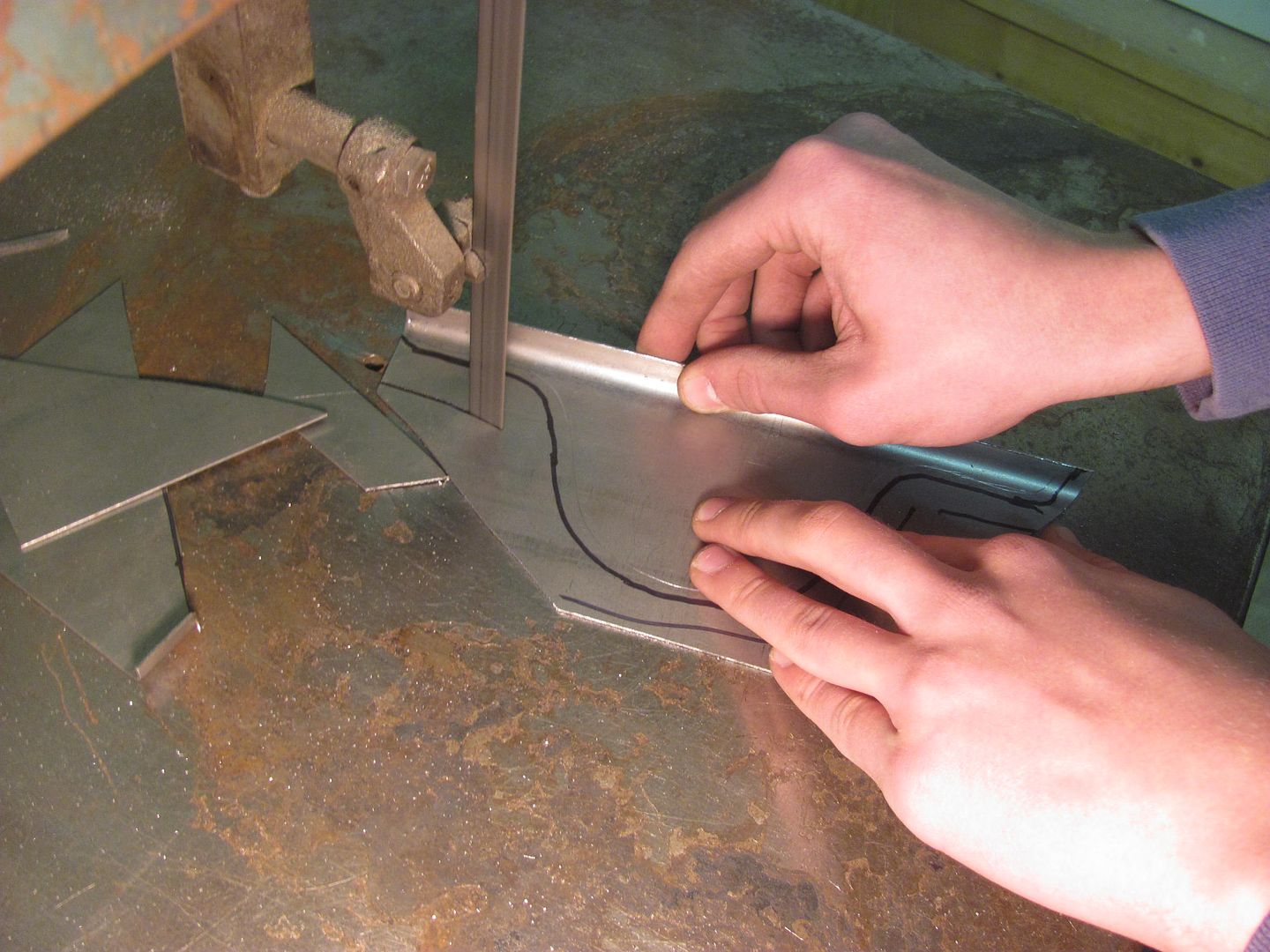
Radius patch is bent using roll former dies in the Diacro press brake and checked to the radius gauge...


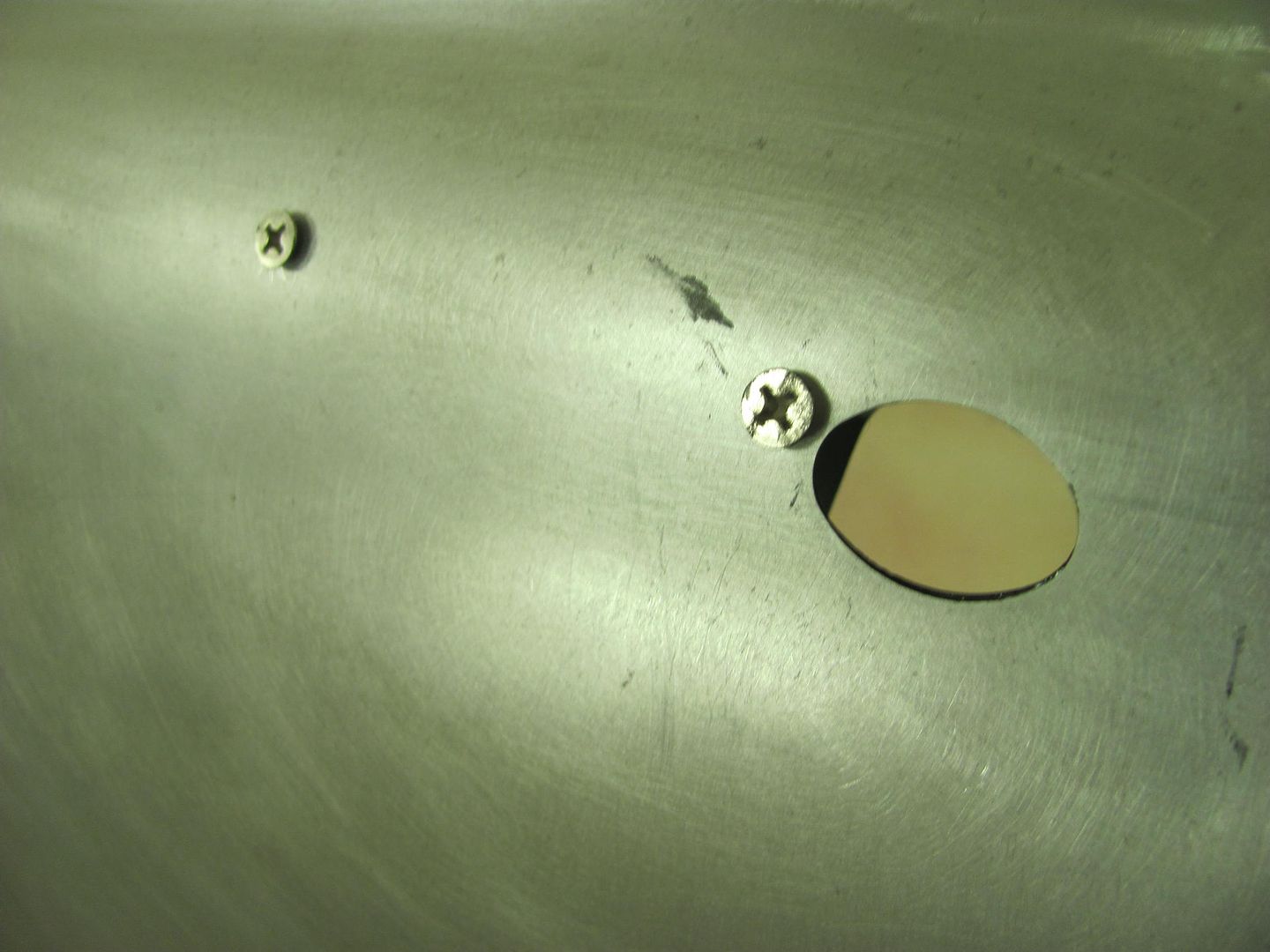
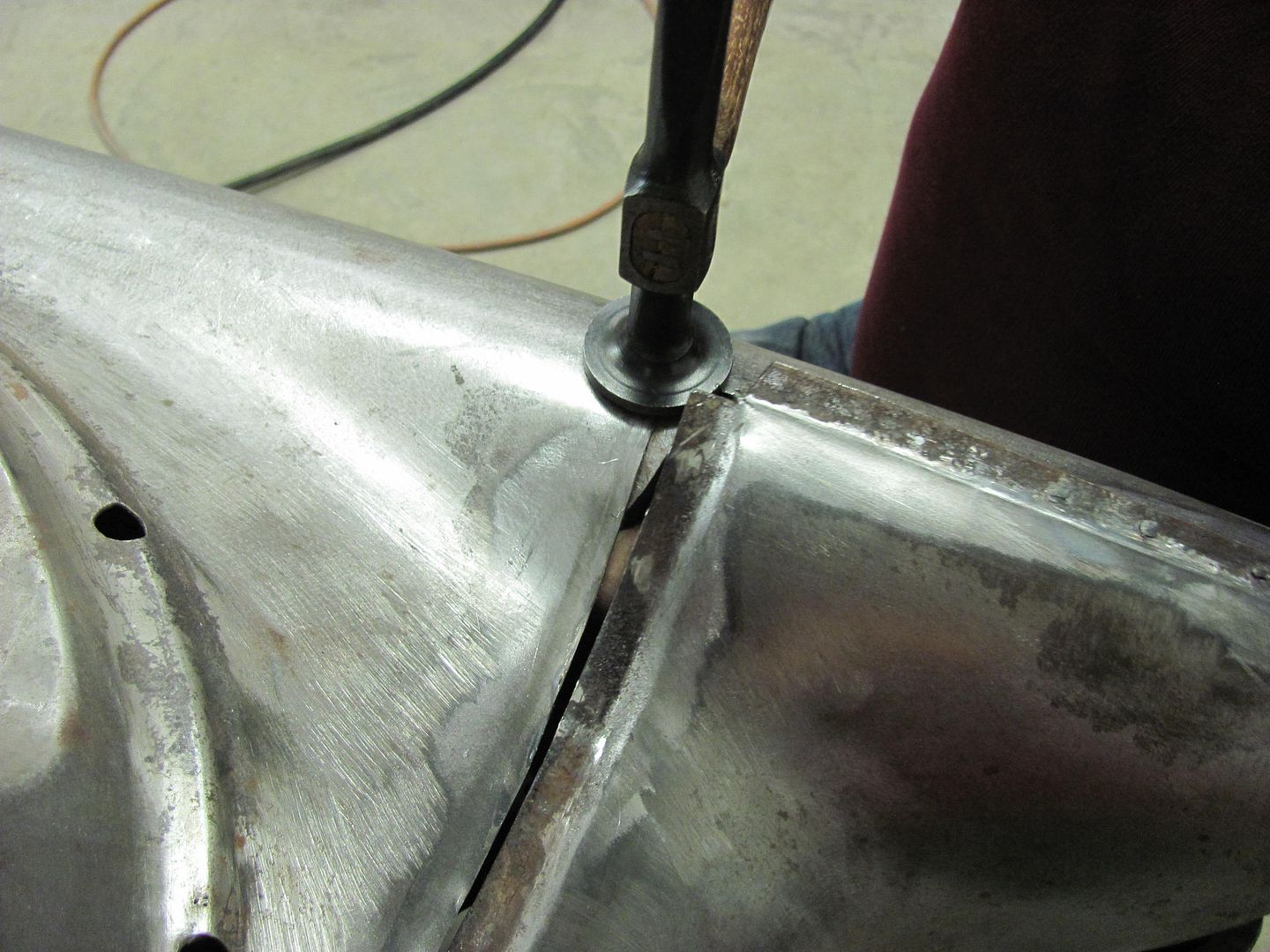
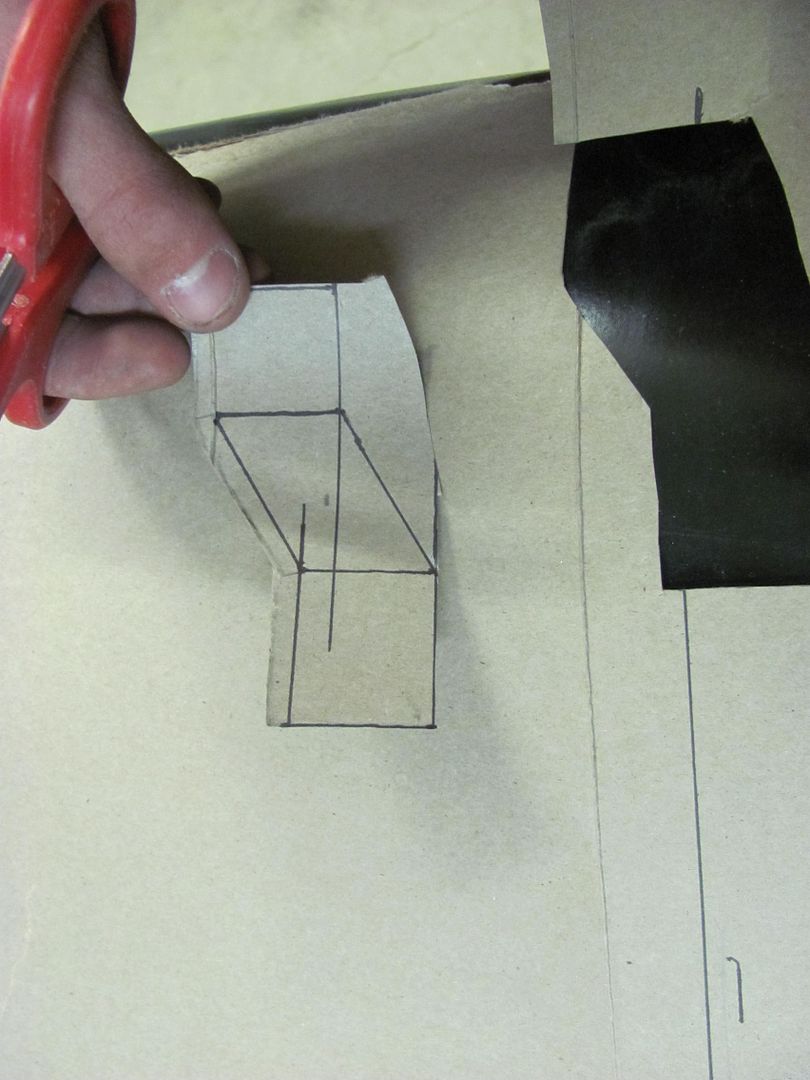
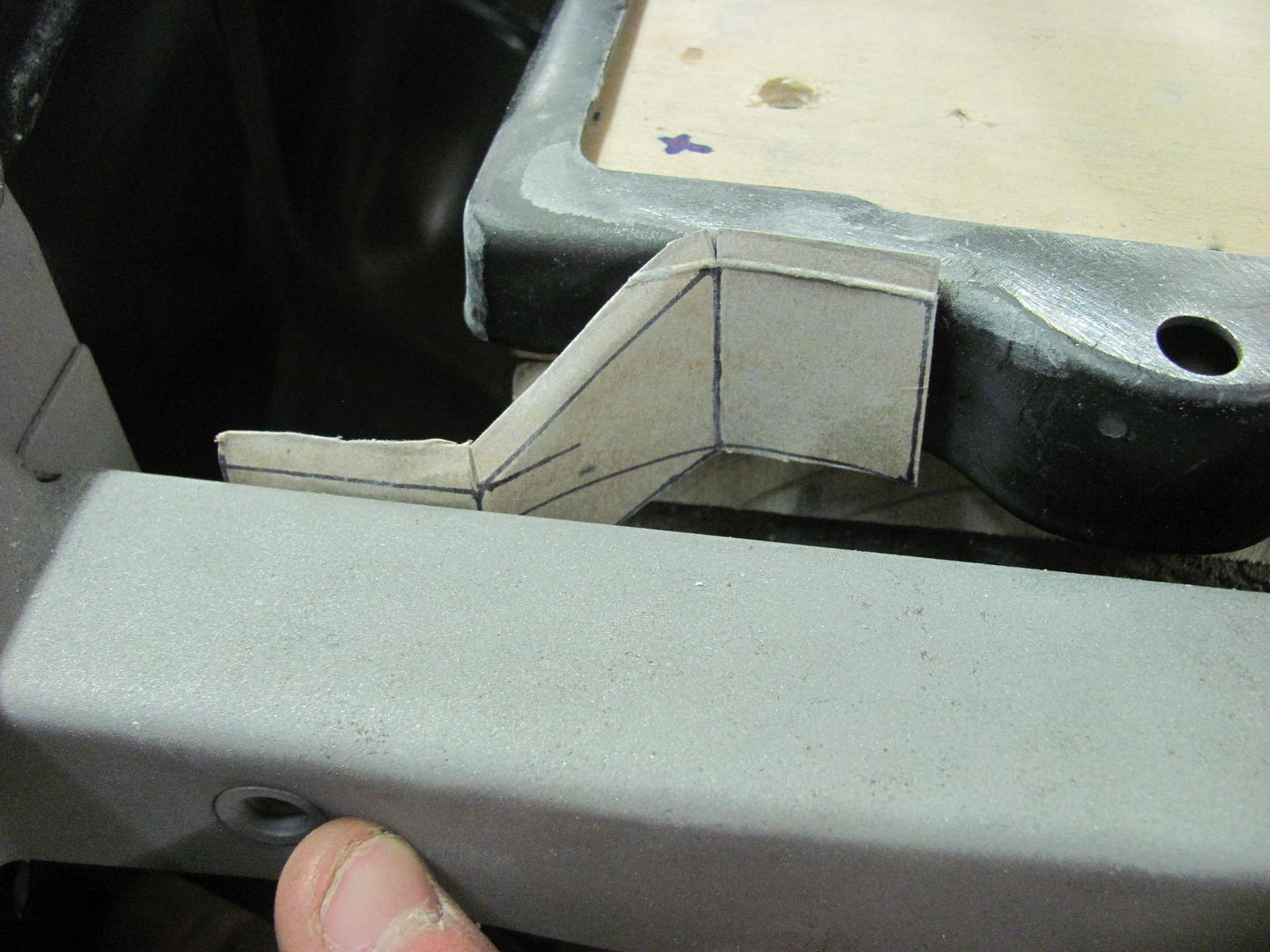
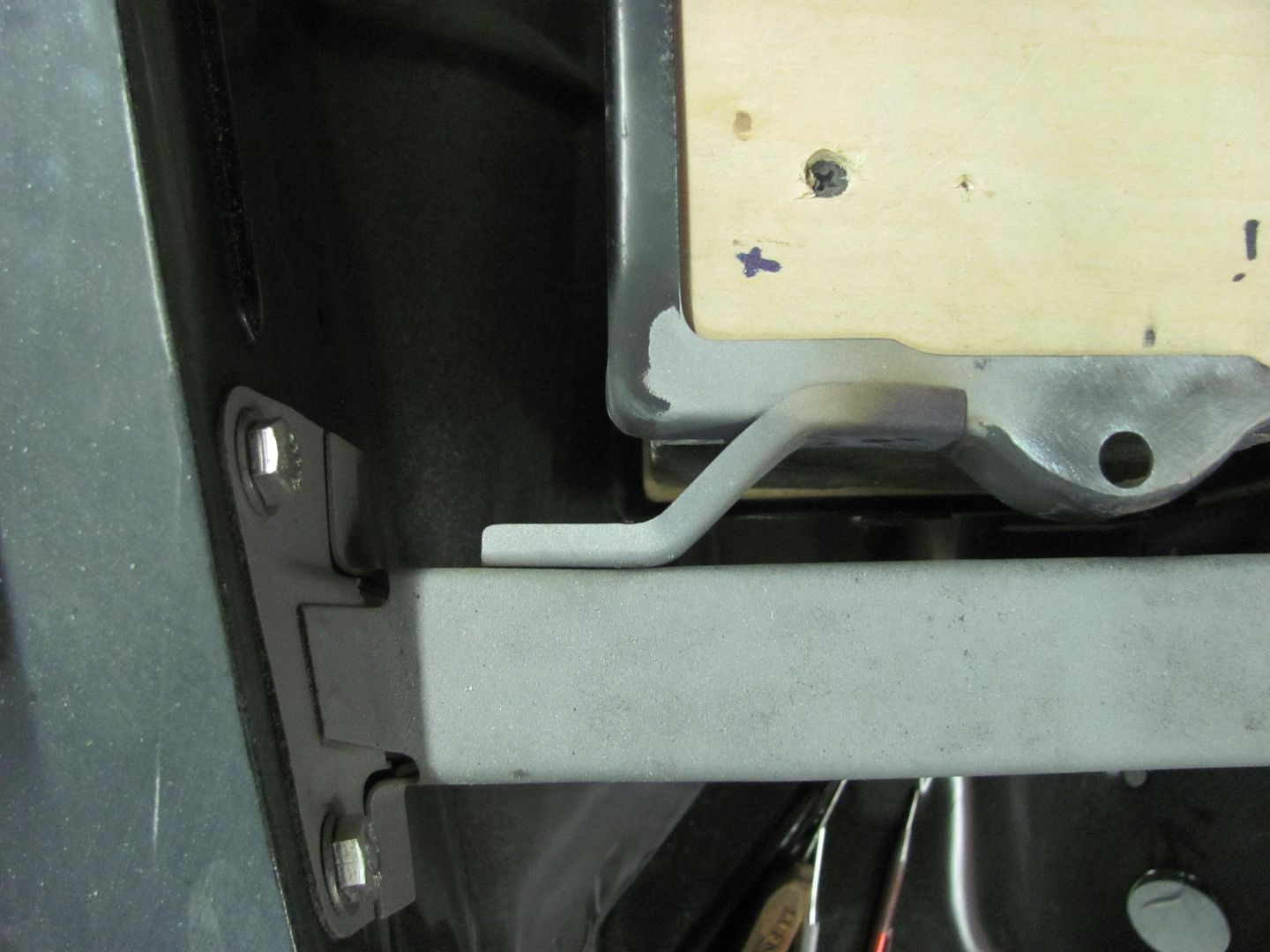
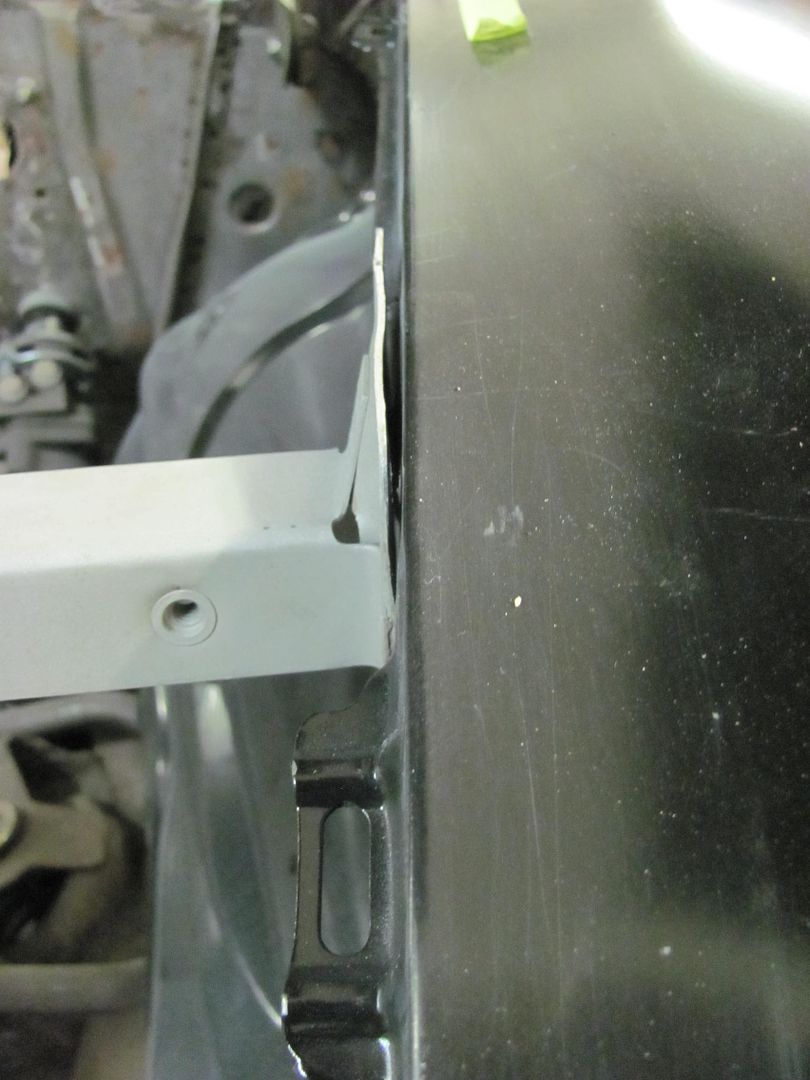
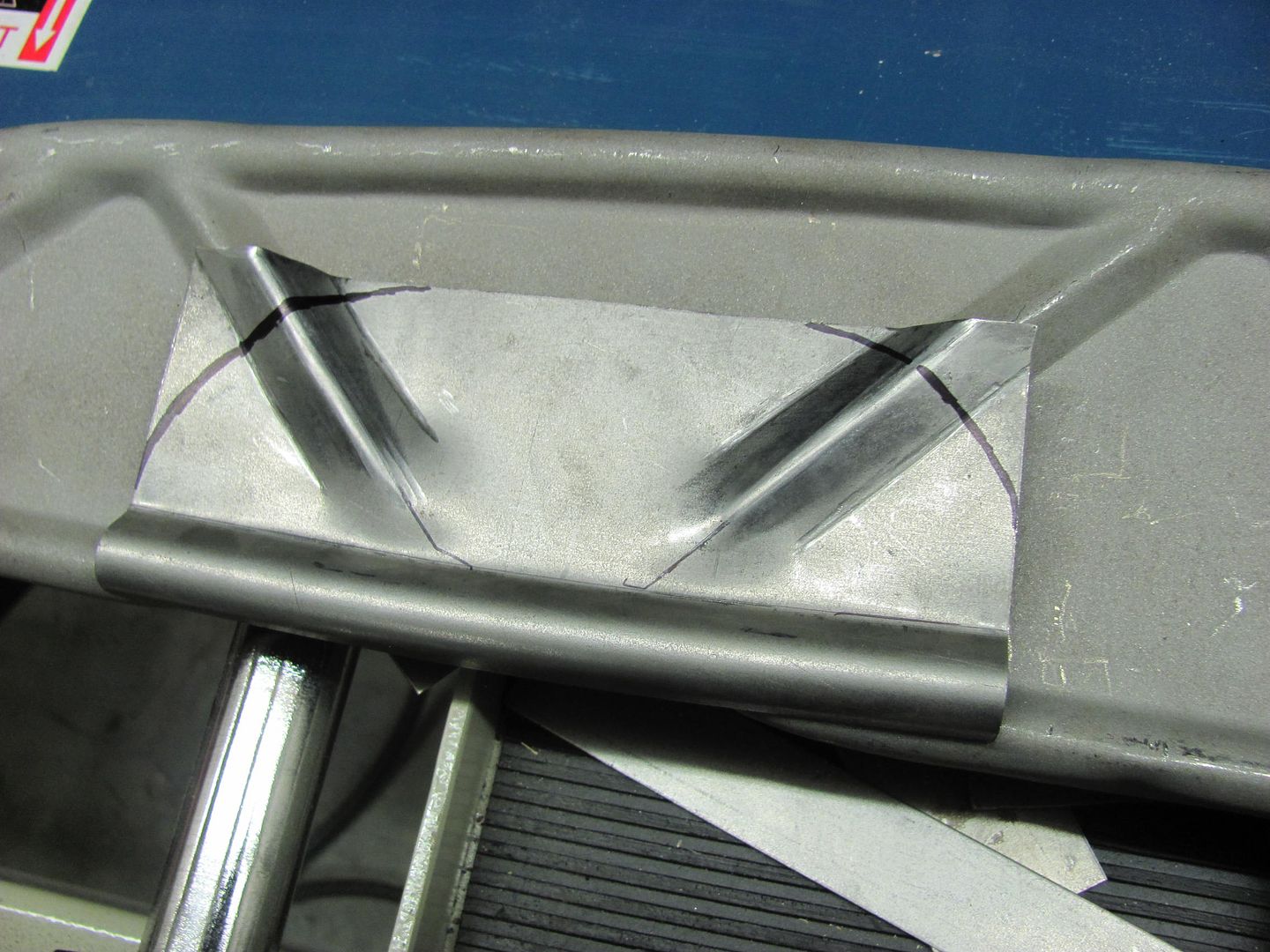
The patch is trimmed for the fit to the A-pillar, and a horizontal tail is left to have something to hold on to while tacking in place. A score is added using the cutoff wheel so the excess can be snapped off after tacking...




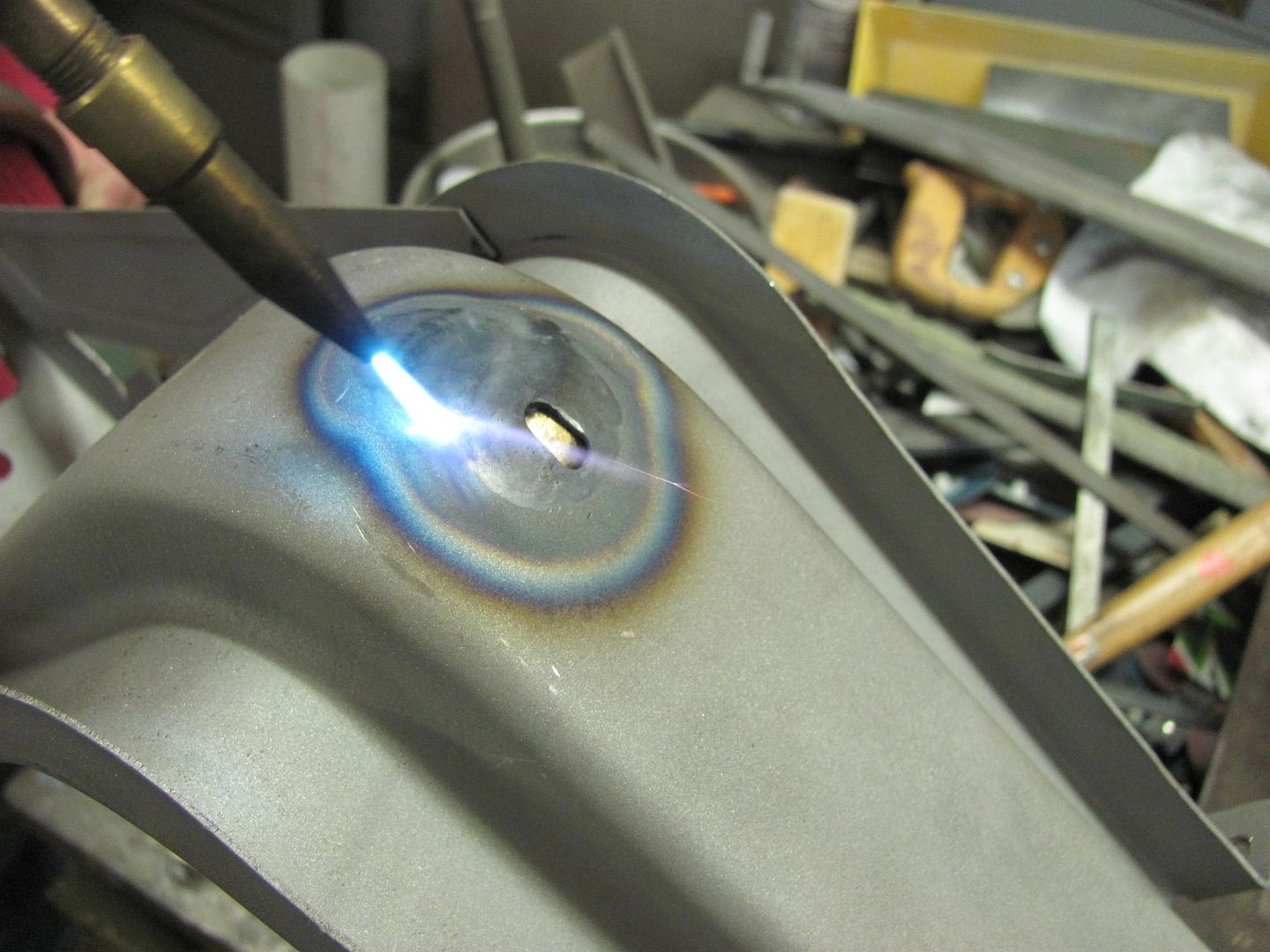
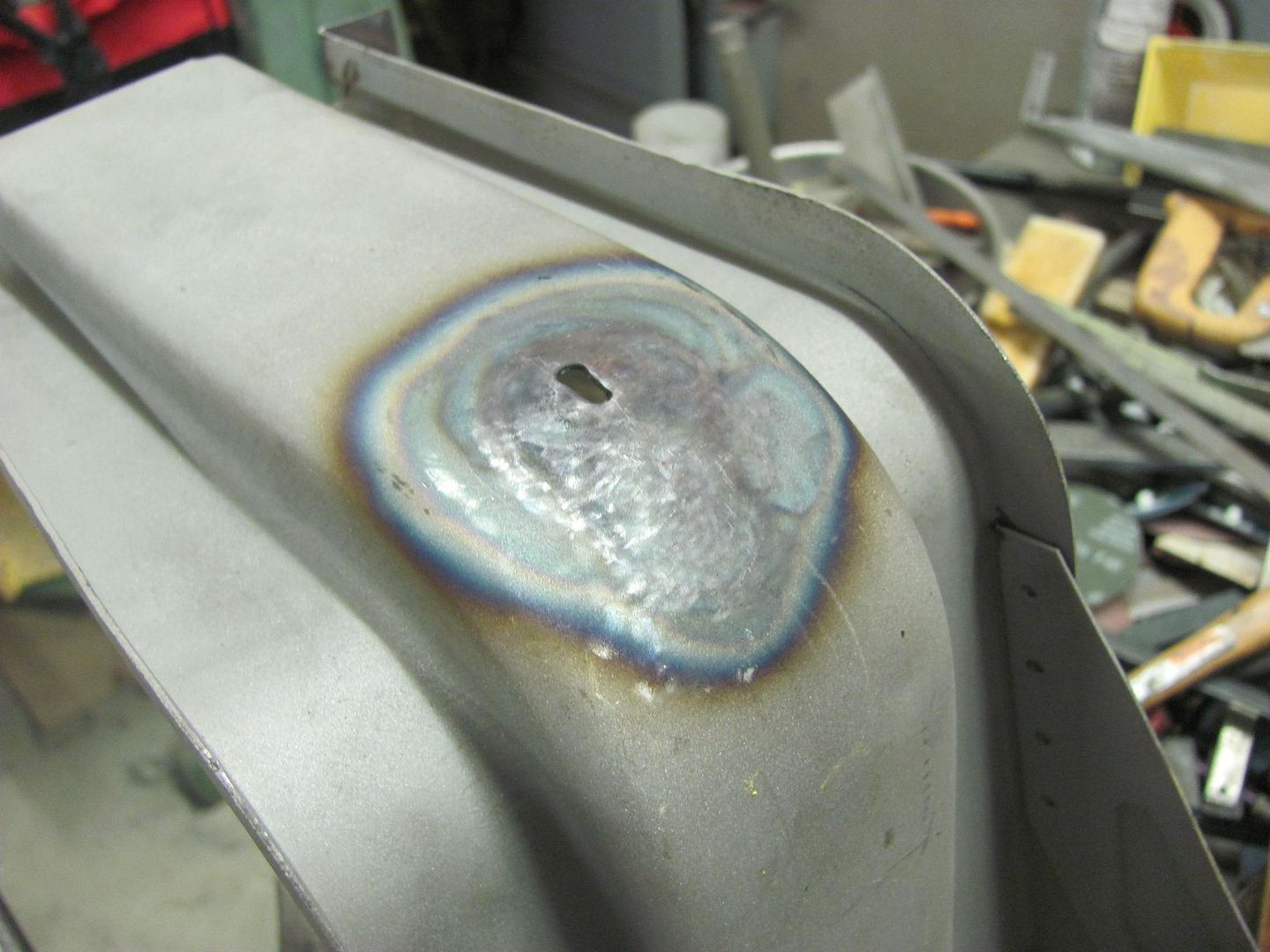
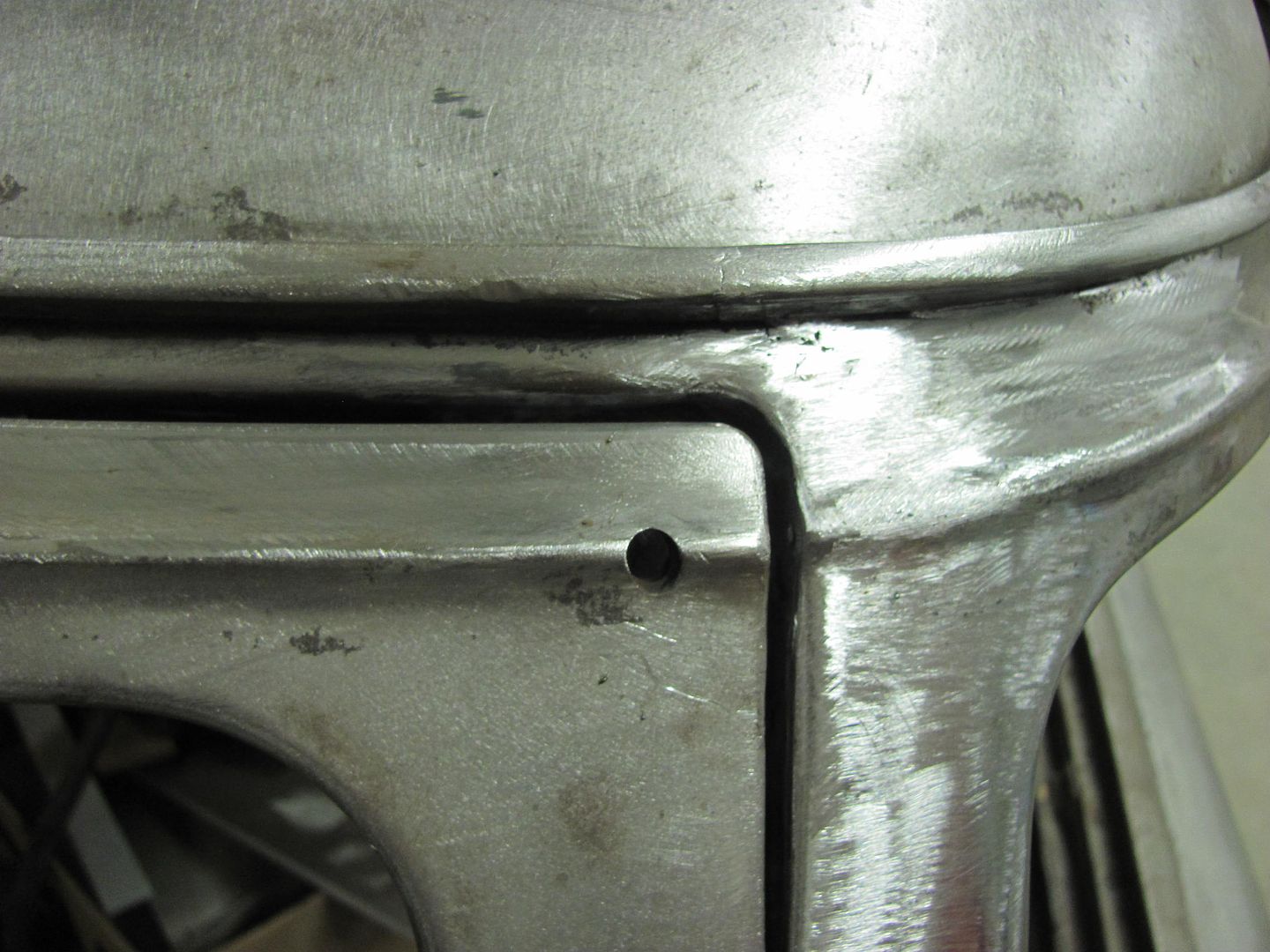
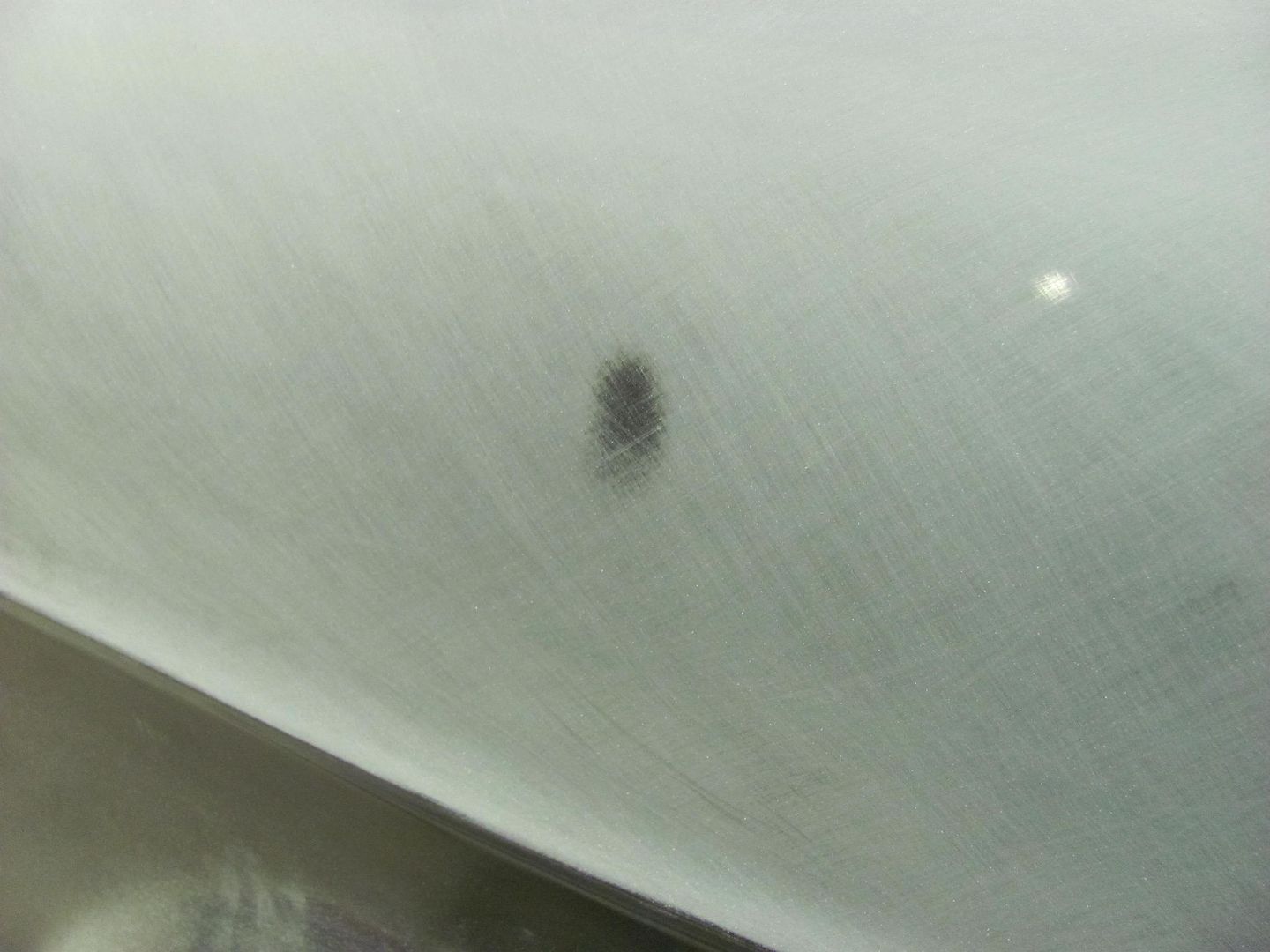
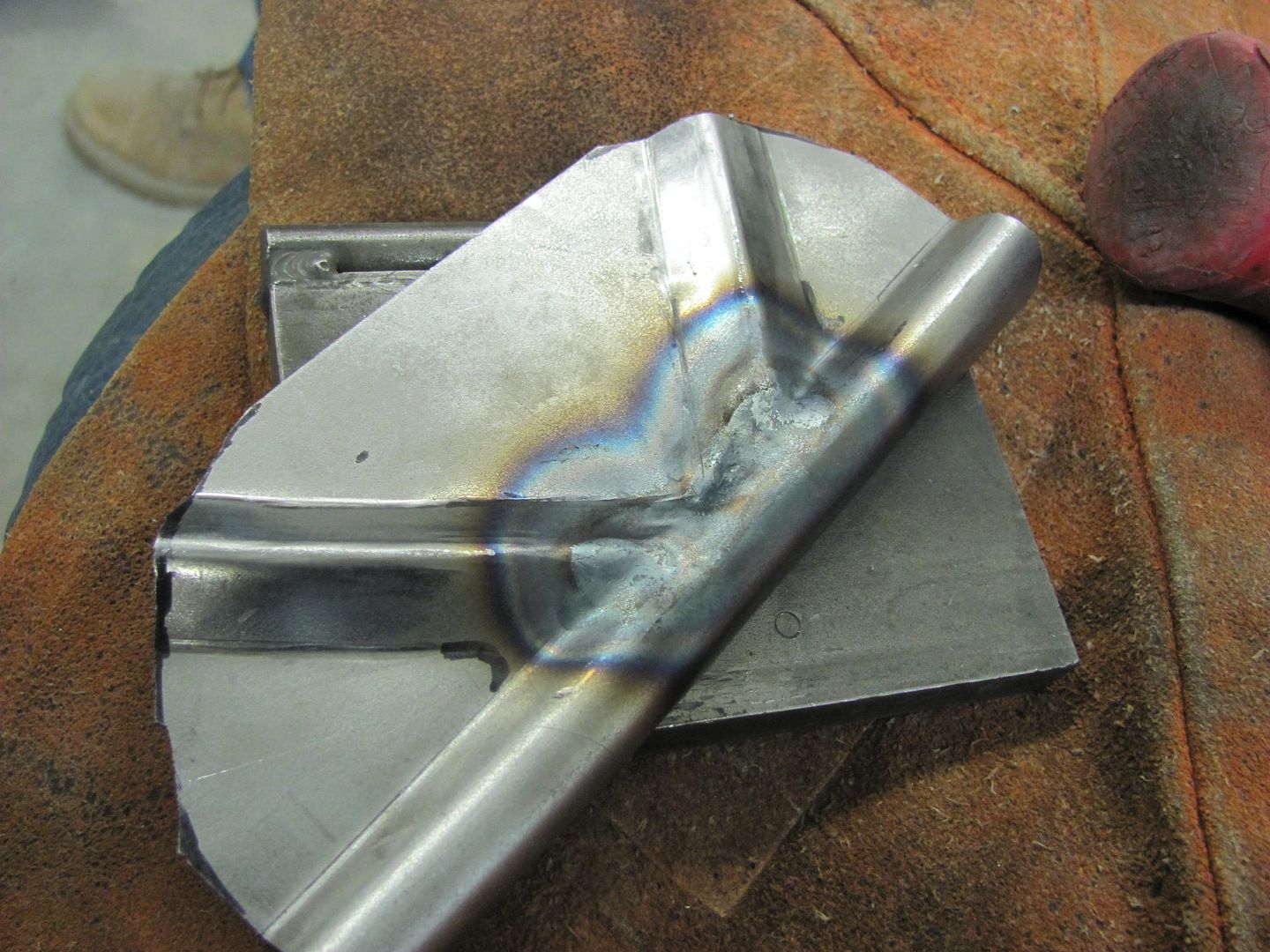
Welded and dressed..

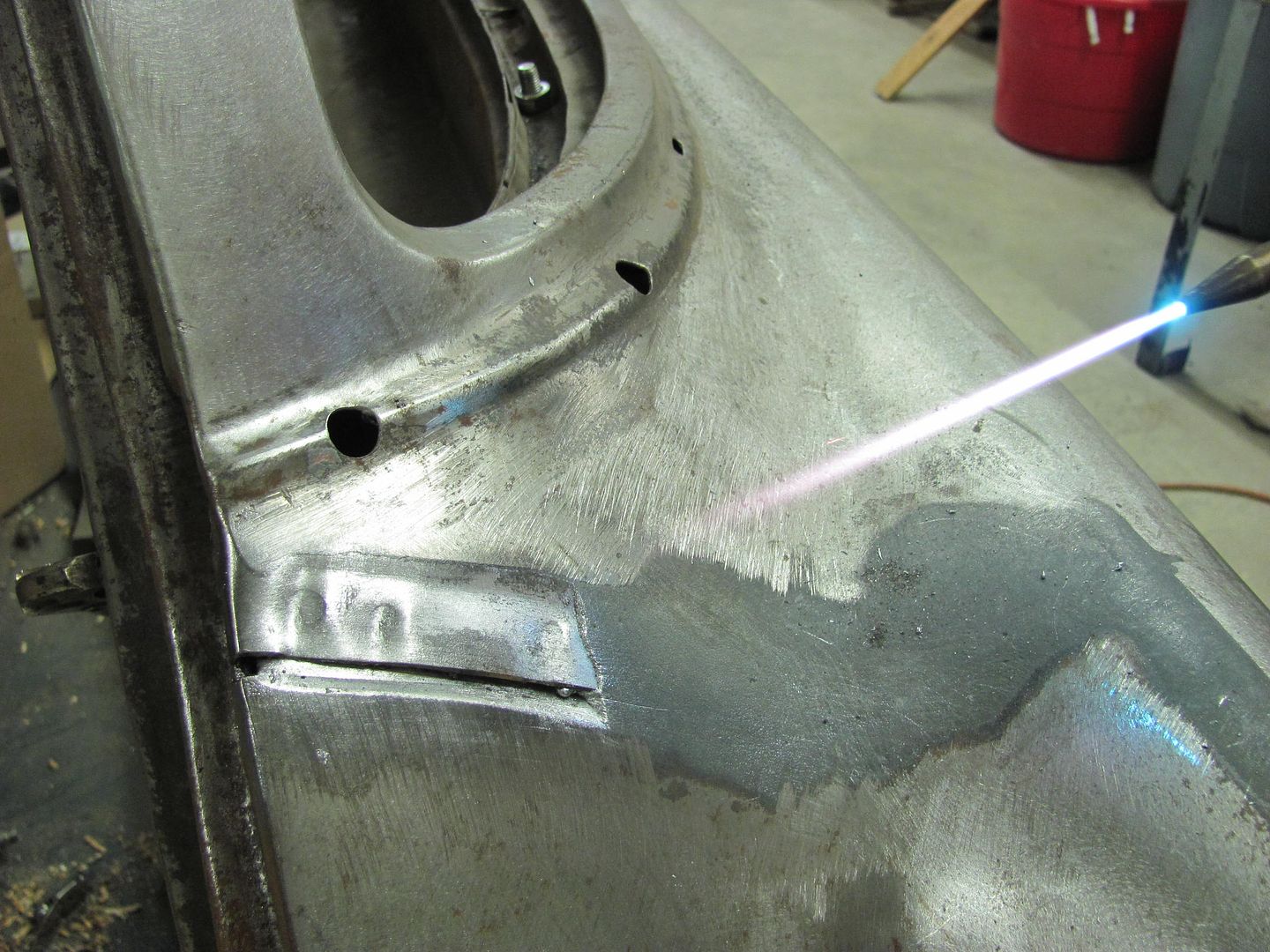
Roof skin patch trimmed and fitted...


Welded...


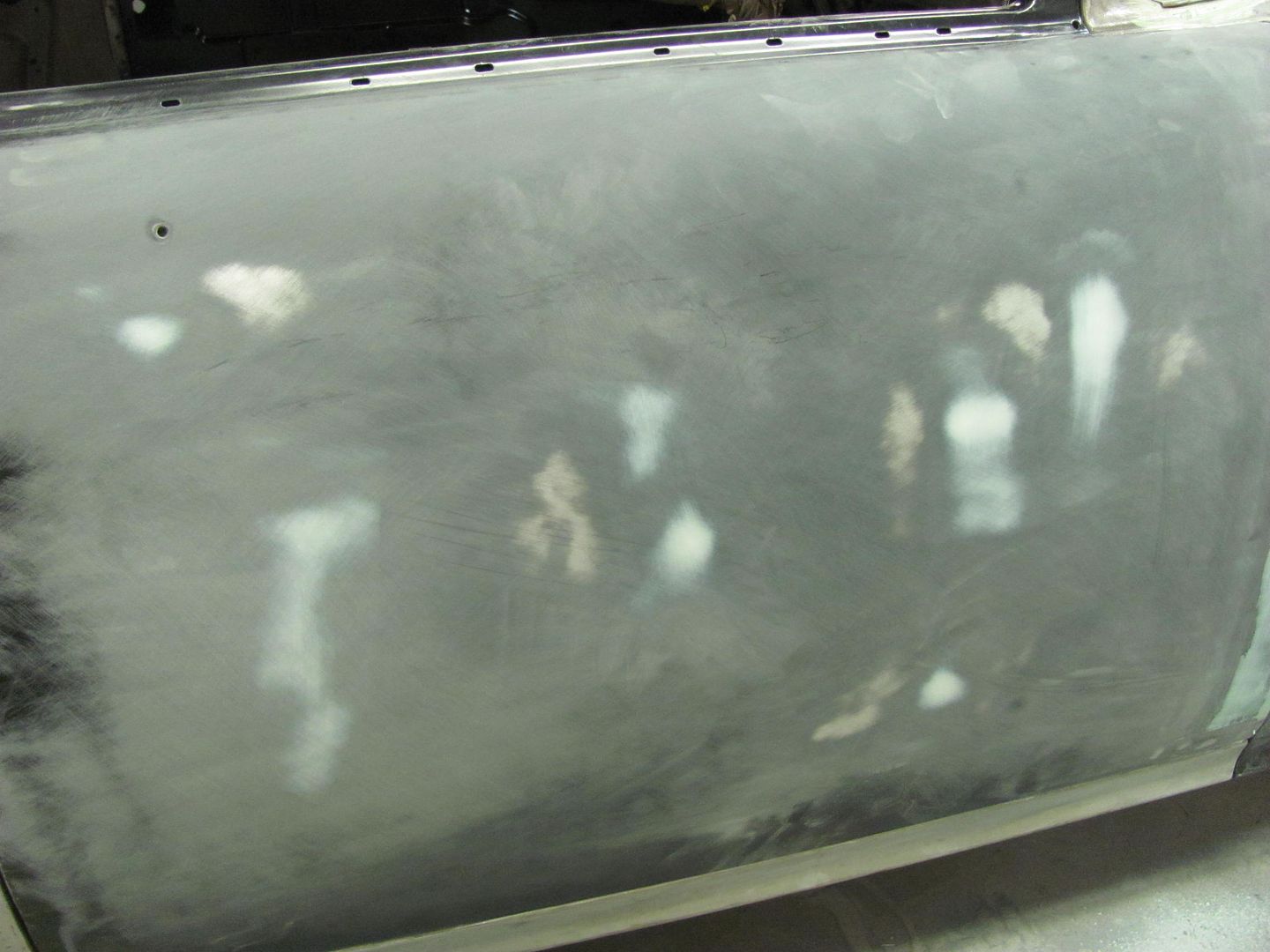
Welds dressed and radius checked...

Kyle working on more media blasting, we should have another batch for powder coating this weekend....
With the passenger door removed and out of the way, I worked on the radius-ing and repairing of the lead gap seam. First to check the radius of the completed driver's side with the Gatormeet radius gauge...
Radius patch is bent using roll former dies in the Diacro press brake and checked to the radius gauge...
The patch is trimmed for the fit to the A-pillar, and a horizontal tail is left to have something to hold on to while tacking in place. A score is added using the cutoff wheel so the excess can be snapped off after tacking...
Welded and dressed..
Roof skin patch trimmed and fitted...
Welded...
Welds dressed and radius checked...