For TIG, especially if you can get your gaps "PERFECT", you can tack the panel together using zero filler and then come back and do a more continuous weld. Most of the distortion you see in welding is from starting and stopping, which causes inconsistency in the HAZ and thus differing amounts of shrink in those areas. So the more you can hone your skills in trimming and fitup (yes, this is very much part of the welding process) the less the amount of time you'll see needed in planishing, removing distortion, and finishing the panel.
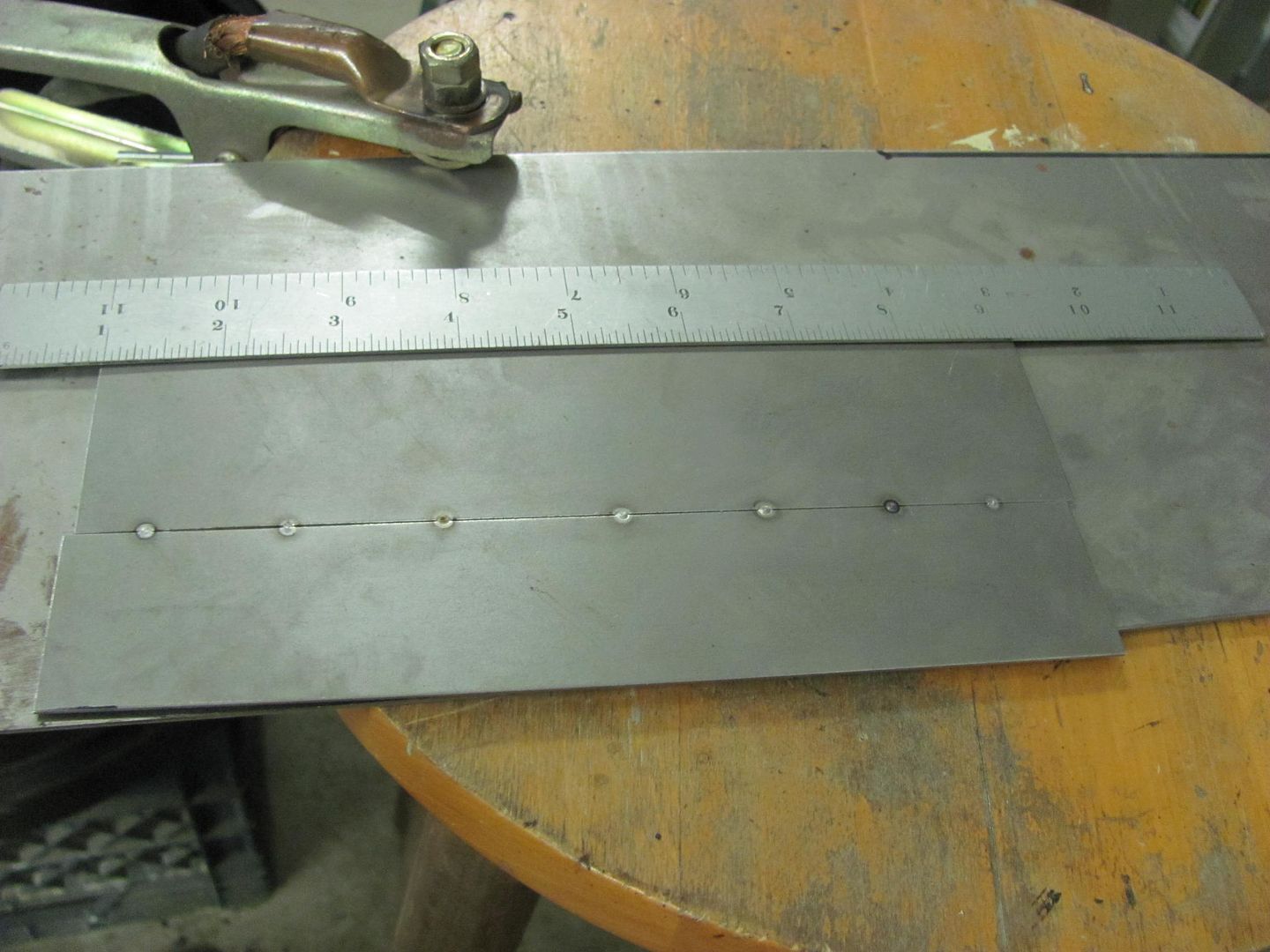
Here's an ideal situation for tacking two panels together, a sheared edge for a zero gap. Not that we always get perfect results like these in trimming, but look at what you can then do for tacking. A quick zap of the pedal and the panels are tacked with minimal if any HAZ noticed.
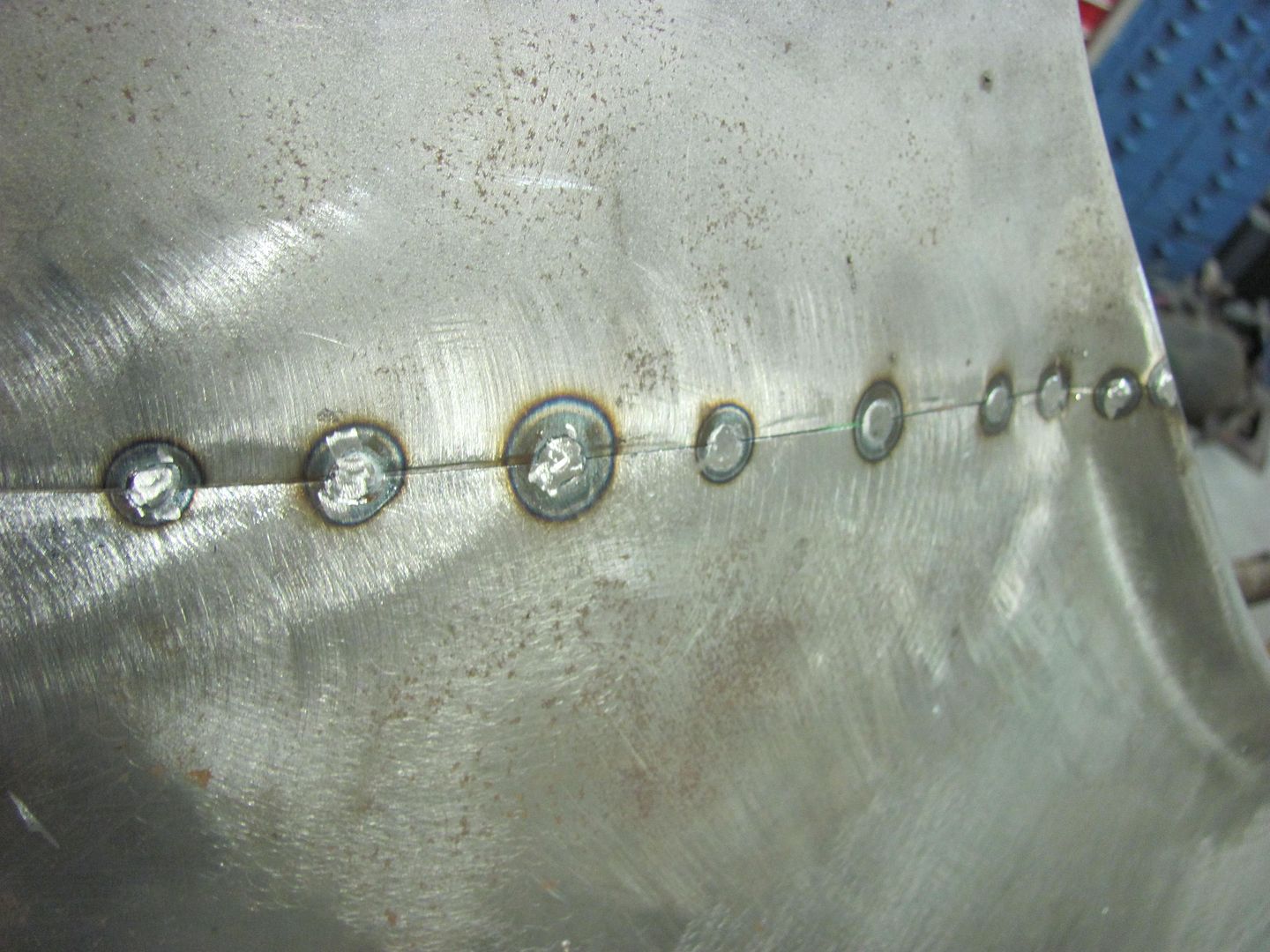
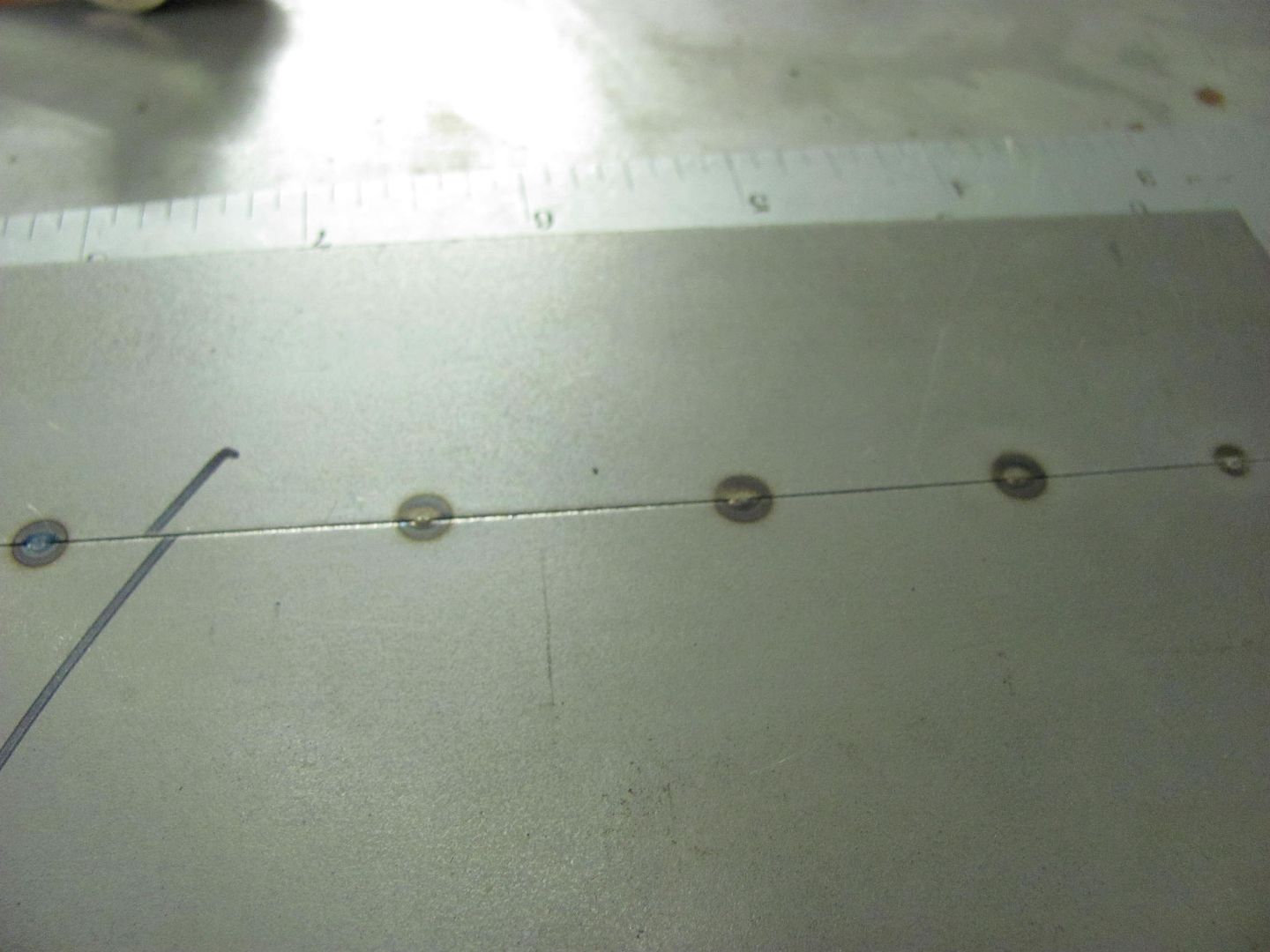
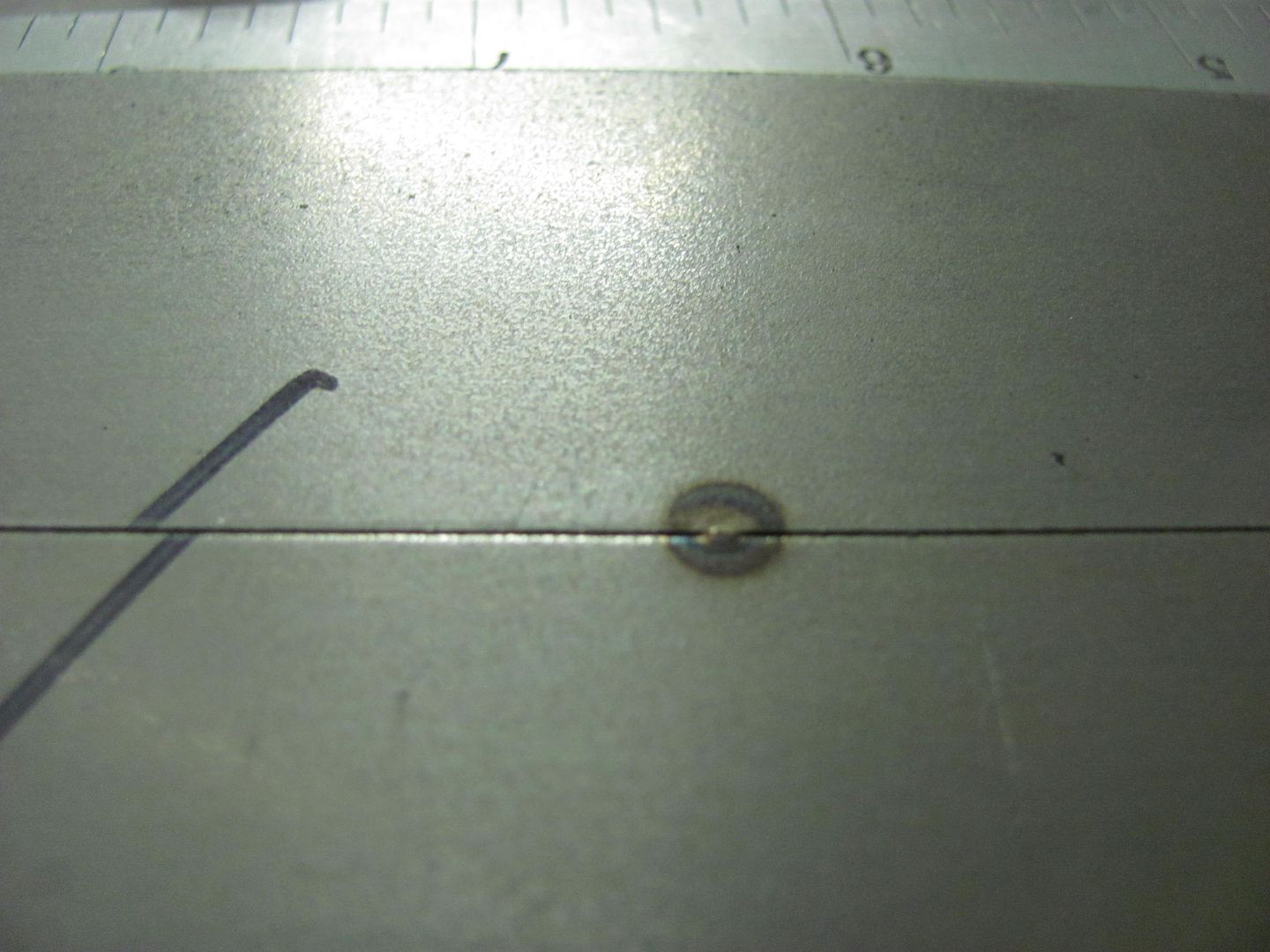
These "tacks" were about 1/2 second in duration, amps set at 82. This shows the front:
And the rear side weld penetration:
Again, we don't normally have a sheared edge in our fitment, but this goes to show how that extra time spent getting BETTER fitment will yield better results.
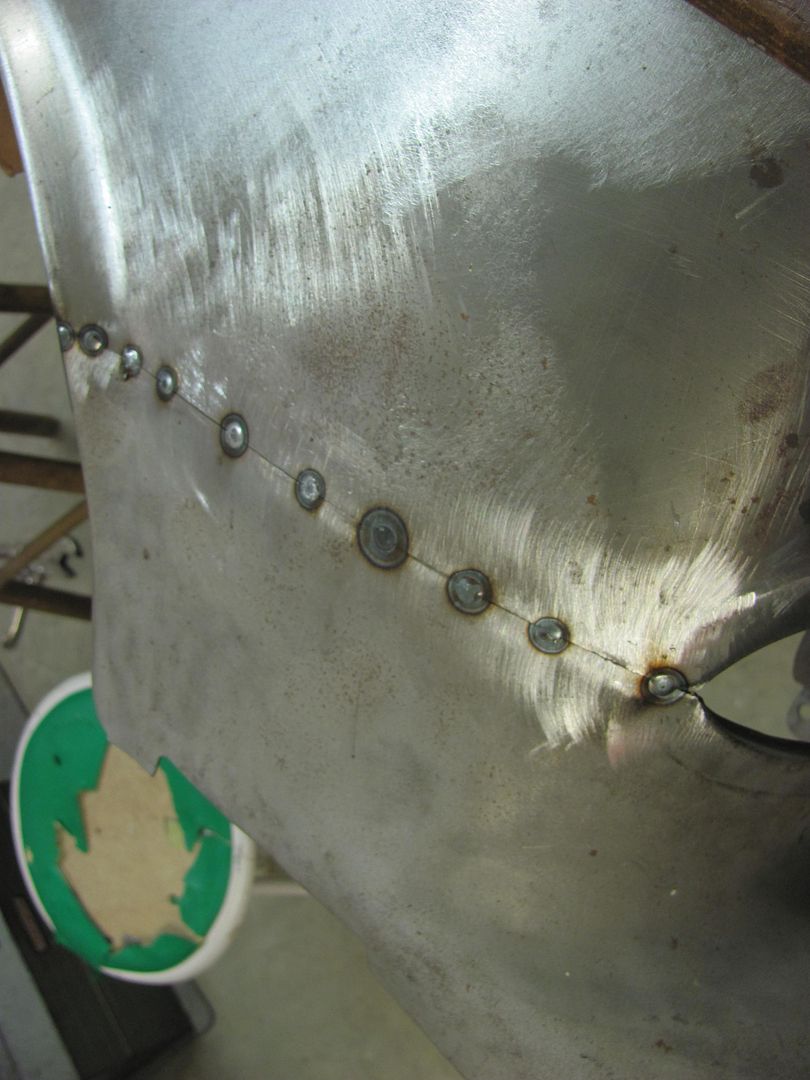
Now for real-world application using the TIG over that of a sheared panel....
The patch is securely clamped. Note that using HF or Eastwood butt welding clamps does not give you a tight fit or a good representation of the gap from one end to another. To see the true results of your trimming efforts, the panels need to be touching each other..... intimately.
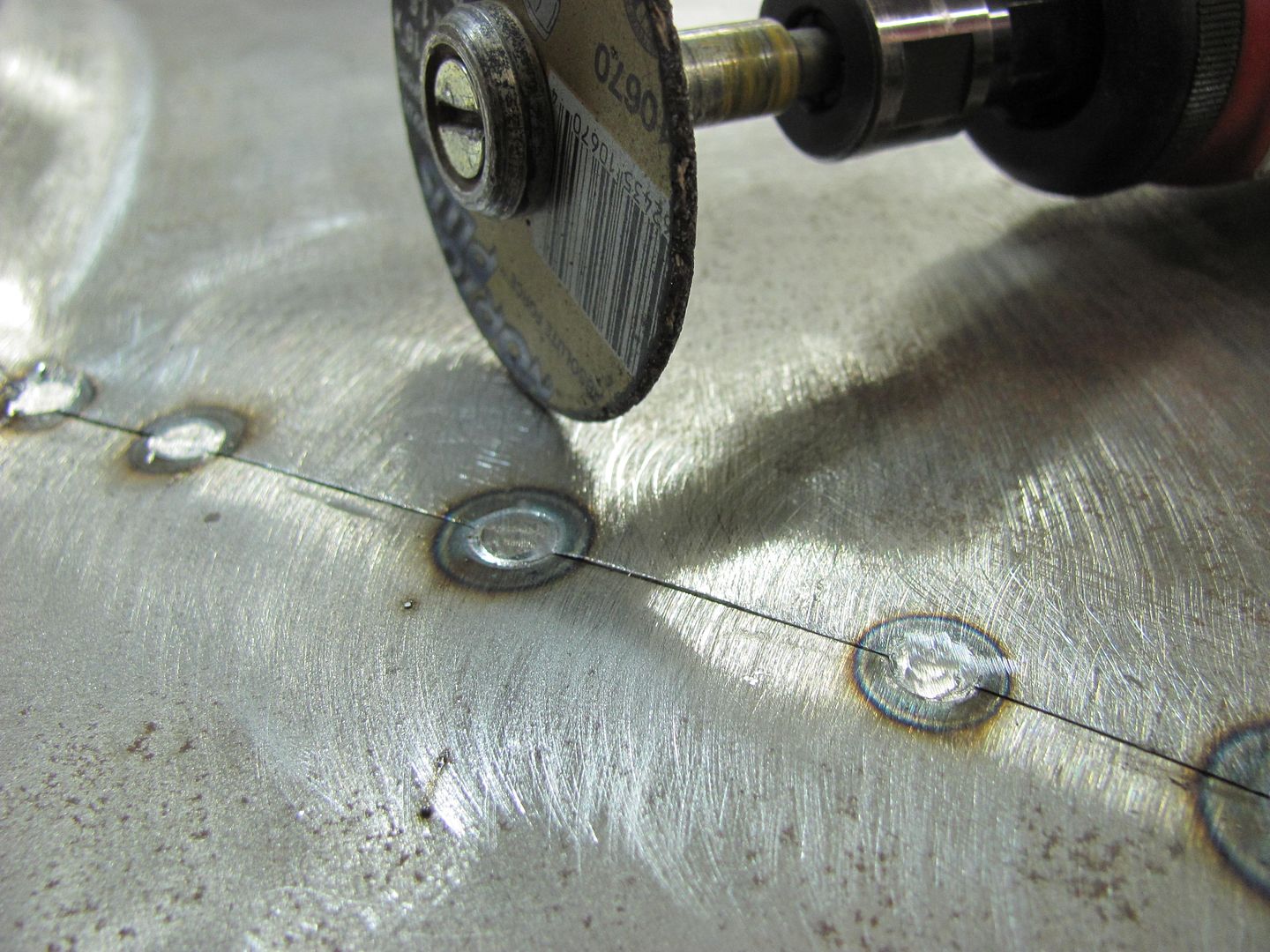
Tacked in with the TIG
Then the TIG passes were done in about 3" increments. The longer you can make your pass here, the less of those start and stop areas that add distortion. I will add, however, that TIG induces much less distortion in these areas than the shrinking effects of the MIG. So the start and stops with the TIG are much more forgiving in panel distortion.



Then the planishing was performed, and the welds will be dressed afterward. Comparatively, the MIG is more of a point and shoot, the TIG does require a bit more finesse. but from start to finish, fitup to finishing the welds, the fender at the top using the MIG welding is likely about a 4 hour evolution. The fender at the bottom using the TIG is about 1-1/2 hours max. Less time, less distortion, easier planishing and panel finishing, less mess in the shop. IF you can get good fit-up, and that includes having your panels matching. I have plenty of scraps through the years that would show how imperfect fitting panels will add to distortion, planishing, and cleanup of the welds. Some bothered me enough that I replaced them.