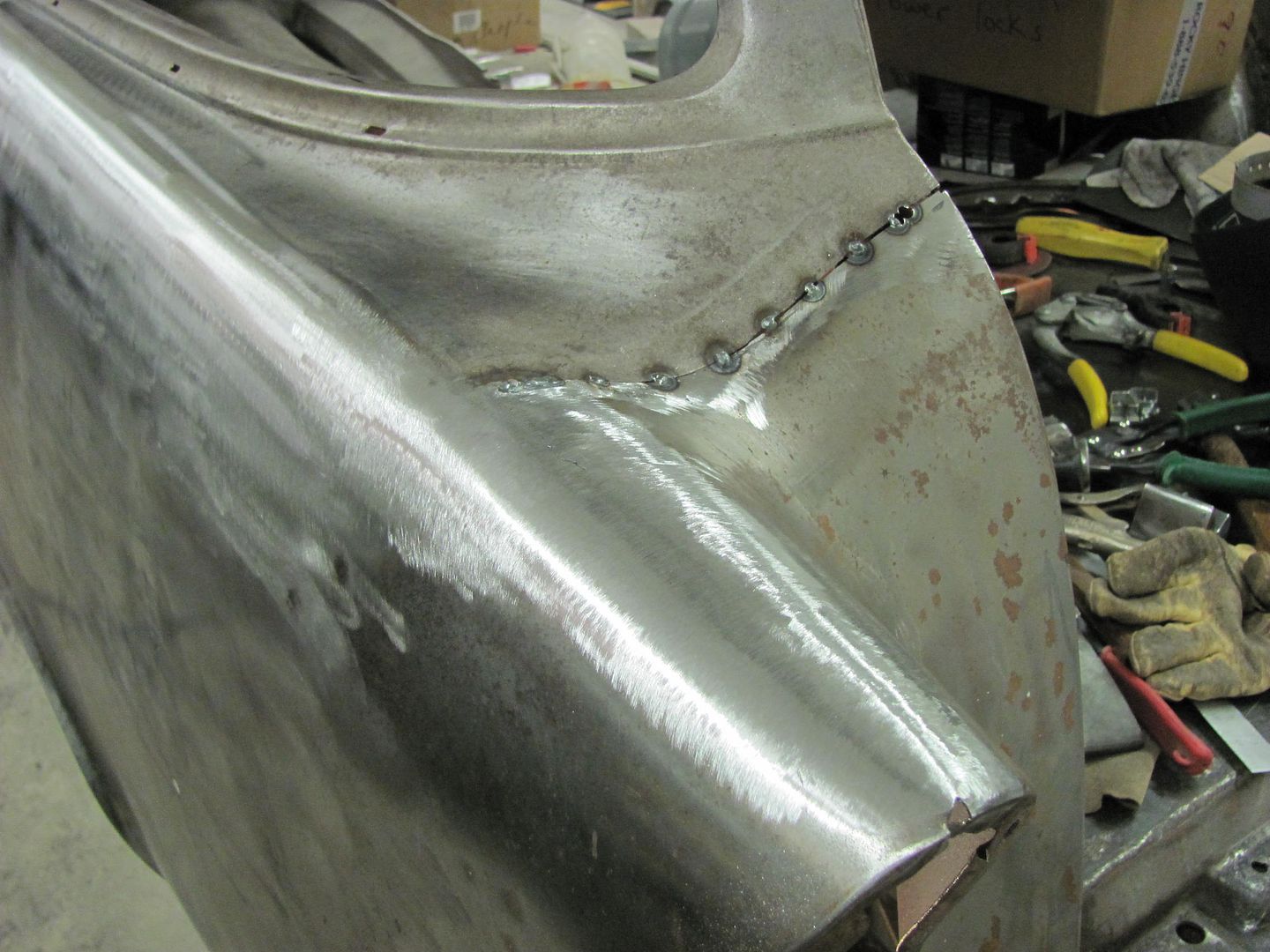
If I go with the panel bond, I will fiber wheel before epxoy, then seam seal. The bottom is the but weld I have talked about on another thread. We disucssed Tig Welding vs Mig welding. I am working diligently on that long butt seam fittment. I can get a .023 feeler guage between panels for about 70% of the seam. I keep taking it off and taking down enough to take the guage clear across the panel. Ezgrind wire, .023, connect the dots spot weld, keeping in mind you suggested three at a time. Its taking considerable time to keep removing the panel and slowing filing with hand file, but I do now want any wide gaps to deal with if I can avoid it.
I certainly like the idea of welding the seam closed after panel bonding, but Im pretty sure I would get a ghost line. Color on this truck is going to be SPI Base Black with Universal Clear. I also like the looks with the stock seam and it replicates the original big back windows and small back windows. The replacement panel is a dead ringer for the original big back window with exception of the weld seem across the back of the cab wall. The panel is 95% perfect fit from what I have seen so far.