AllGoNoShow
Promoted Users
Well, I've been a lurker here for a while and time has come to finally restore my Camaro that I've owned since I was 15 years old. I have been trying to get a little more comfortable with welding sheet-metal over the course of the last couple weeks and have been doing a fair amount of practicing on sheet-metal patches. The machine is a Lincoln 175HD MIG that I've owned for probably 15 years, using Lincoln's .025 wire.
I've been practicing on sheet metal I picked up in the scrap pile at the metal supply outlet that I thought was 20 gauge, but upon closer inspection it seems like it is closer to 22 gauge. I have a sheet of 18 gauge cold-rolled steel but I want to perfect my technique on the thin stuff as I figure than the 18 gauge stuff will be easier. I'm having recurring issues with the panel warping (seemingly no matter how slow I go), and what feels like an excess amount of dressing the spots afterwards to get it to blend in. I utilized a technique I read about here in using a cut off wheel to knock off the high spots of the spot welds, and it did seem to help, but I feel like I am thinning the metal when I switch over to an angle grinder with a 36 grit sanding disc or a 40 grit flap wheel (which I have had more luck with) to really blend it all together and have the edges of the welds disappear.
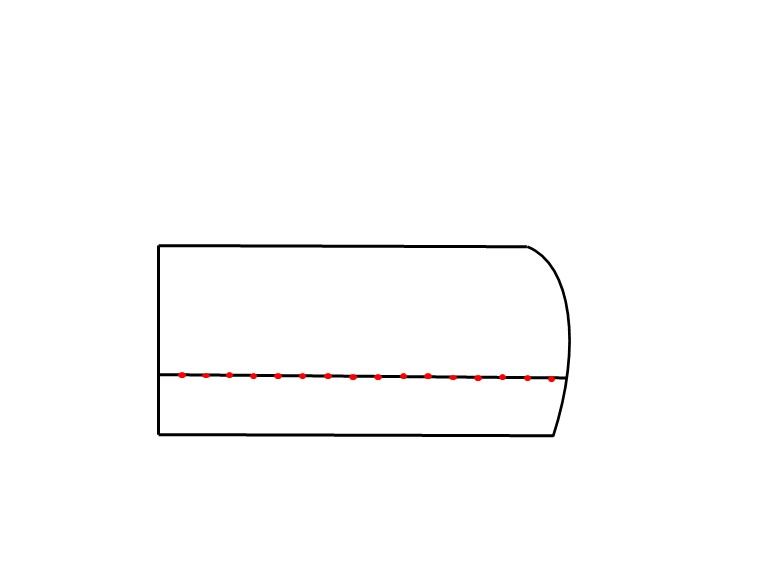
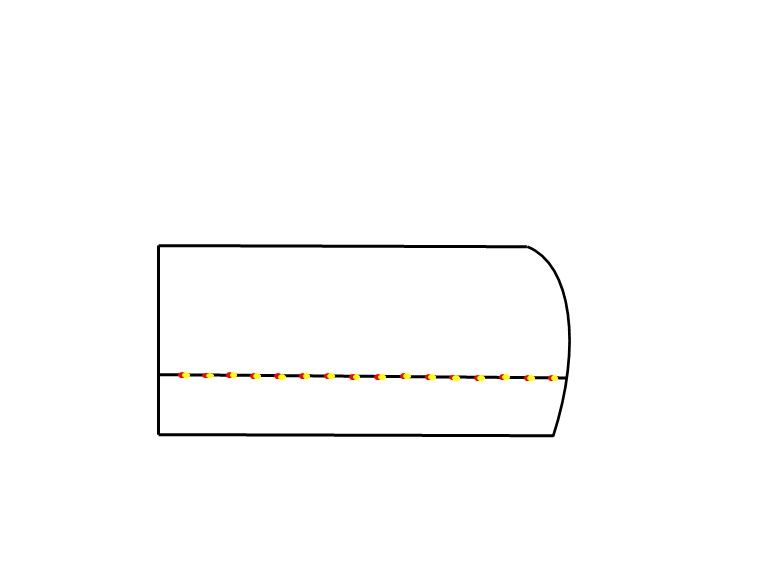
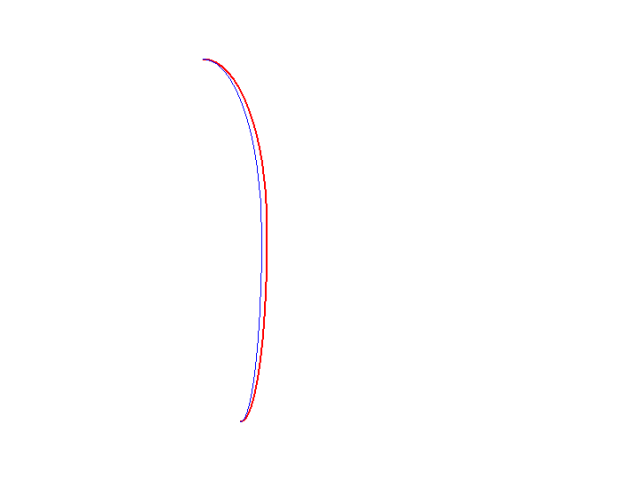
I did the practice panel with pictures below (you can see how much it warped once it was fully welded), but the real problem I noticed is that there are noticeable depressions where the two panels had met after everything is blended together. I was curious so I actually cut the panel in half when I was done and, after measuring, the metal was definitely thinned to 24 gauge in the immediate area around where the welding was done (last picture is the one of the "finished" piece cut in half). You can actually more clearly see the depressions on the piece that is cut it half-as if something in the welding is causing the sheet metal to concave there (which is then amplified on the finished side as I have to grind more away to get it to feel flush). Pictures below (3rd picture is backside of patch)Any tips you guys can share with me?!
Nick





I've been practicing on sheet metal I picked up in the scrap pile at the metal supply outlet that I thought was 20 gauge, but upon closer inspection it seems like it is closer to 22 gauge. I have a sheet of 18 gauge cold-rolled steel but I want to perfect my technique on the thin stuff as I figure than the 18 gauge stuff will be easier. I'm having recurring issues with the panel warping (seemingly no matter how slow I go), and what feels like an excess amount of dressing the spots afterwards to get it to blend in. I utilized a technique I read about here in using a cut off wheel to knock off the high spots of the spot welds, and it did seem to help, but I feel like I am thinning the metal when I switch over to an angle grinder with a 36 grit sanding disc or a 40 grit flap wheel (which I have had more luck with) to really blend it all together and have the edges of the welds disappear.
I did the practice panel with pictures below (you can see how much it warped once it was fully welded), but the real problem I noticed is that there are noticeable depressions where the two panels had met after everything is blended together. I was curious so I actually cut the panel in half when I was done and, after measuring, the metal was definitely thinned to 24 gauge in the immediate area around where the welding was done (last picture is the one of the "finished" piece cut in half). You can actually more clearly see the depressions on the piece that is cut it half-as if something in the welding is causing the sheet metal to concave there (which is then amplified on the finished side as I have to grind more away to get it to feel flush). Pictures below (3rd picture is backside of patch)Any tips you guys can share with me?!
Nick
") ) I think you'll see a hotter, shorter time-weld has the puddle sitting there boiling less, so the pin holes SHOULD be less an issue.
) I think you'll see a hotter, shorter time-weld has the puddle sitting there boiling less, so the pin holes SHOULD be less an issue.