MP&C
Member
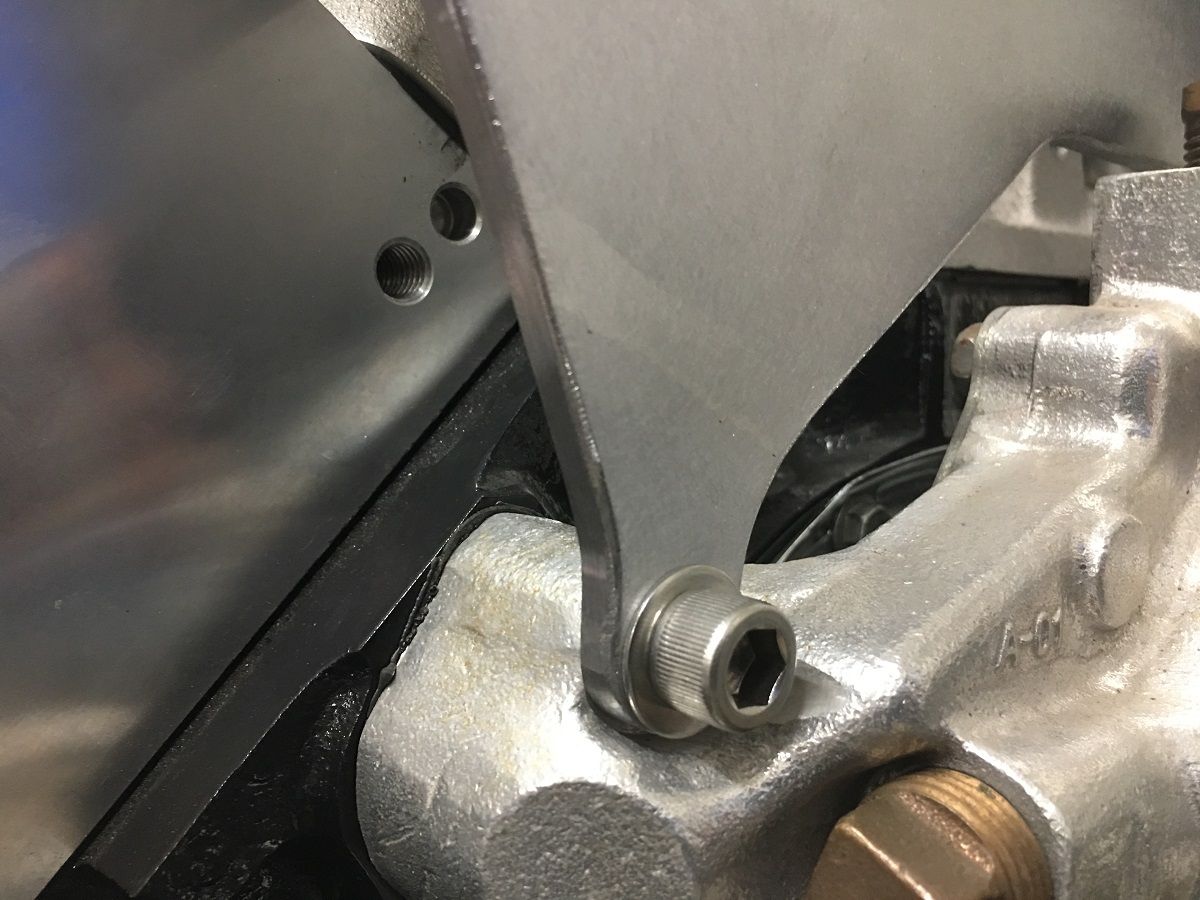
Mike did some component assembly today so we could make sure things fit before powder coating brackets. Good thing we did..


The AC condenser bracket came with the Vintage Air setup, and we bought the alternator bracket to match... I'm not really keen on the mix of vintage air cleaner and AC condenser in front of it, but I think the owner would frown on the lack of cold air exiting from the dash..
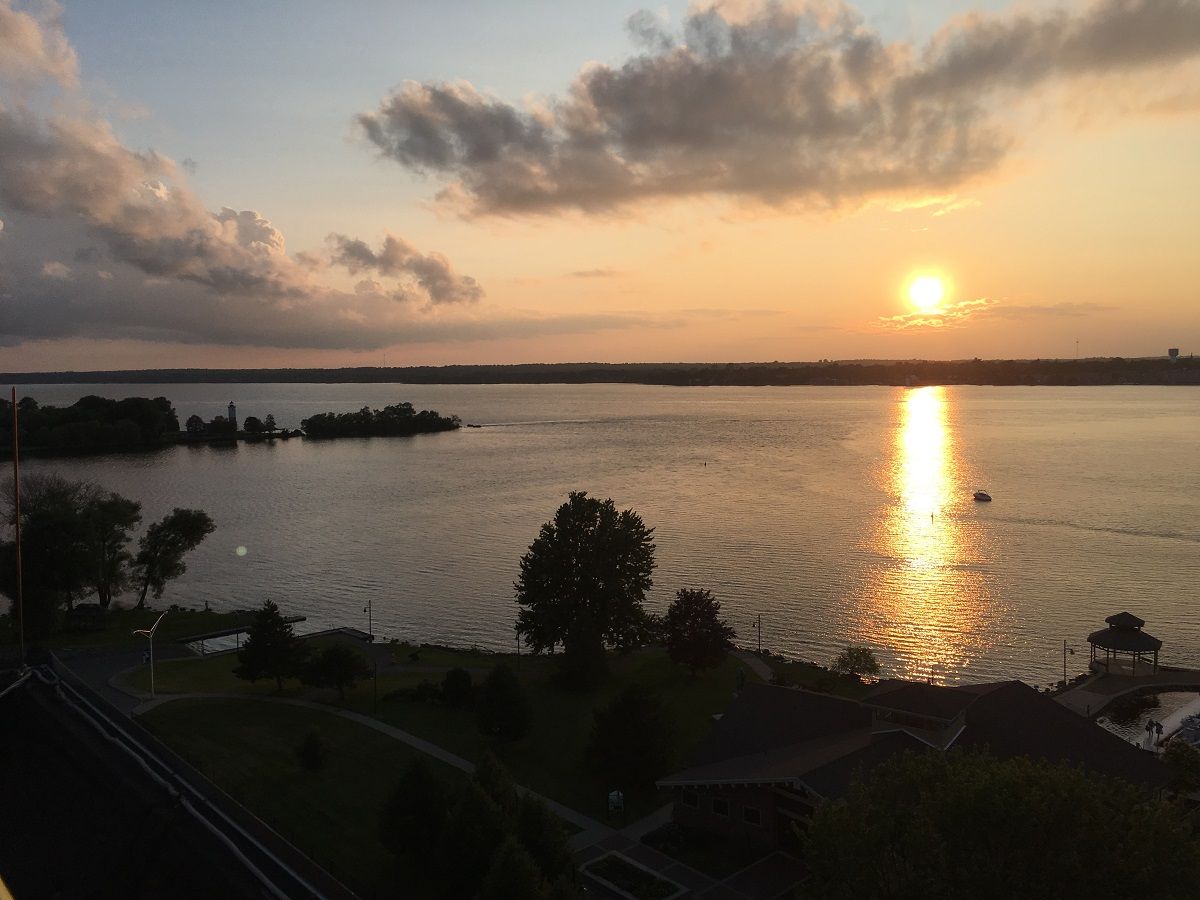
While Mike was working on those issues, I added some color to our paint sprayout sample.. It's too cloudy out today but we're hoping for sunlight tomorrow to better show what this will look like. Until then, Milwaukee Sun...


Video version:
.
The AC condenser bracket came with the Vintage Air setup, and we bought the alternator bracket to match... I'm not really keen on the mix of vintage air cleaner and AC condenser in front of it, but I think the owner would frown on the lack of cold air exiting from the dash..
While Mike was working on those issues, I added some color to our paint sprayout sample.. It's too cloudy out today but we're hoping for sunlight tomorrow to better show what this will look like. Until then, Milwaukee Sun...
Video version:
.























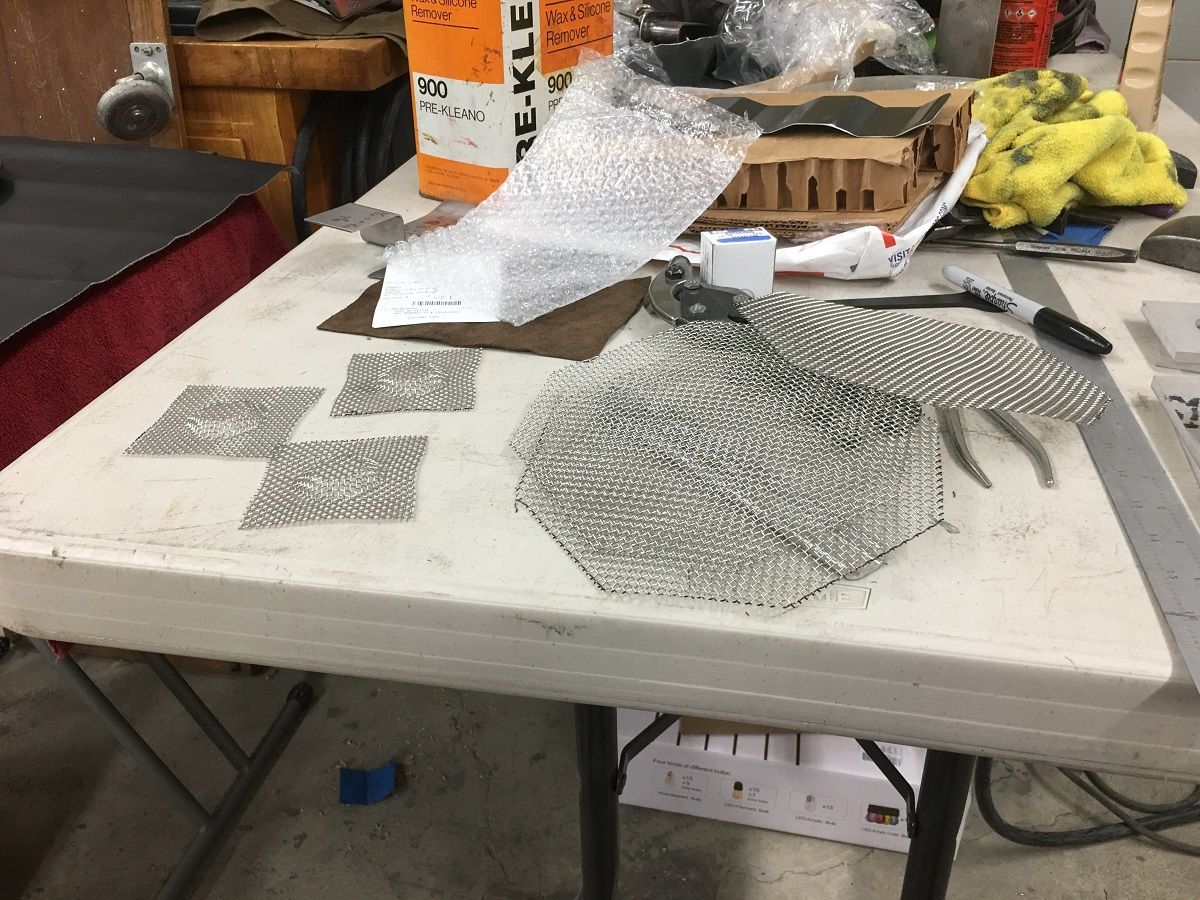
















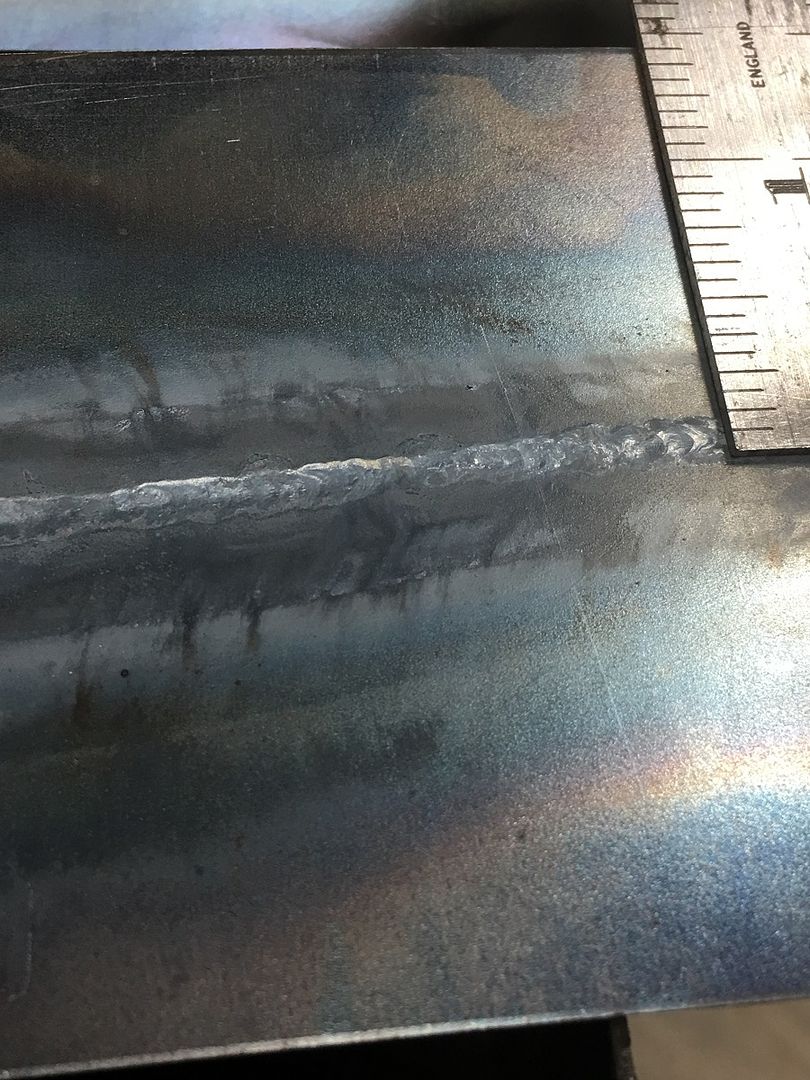
") I know a little part of the trick is having as soft of a flame as possible, since it is literally blowing at melting metal.
I know a little part of the trick is having as soft of a flame as possible, since it is literally blowing at melting metal.