So we've been blocking out epoxy primer, it sure is nice to be able to rotate the car where you need it instead of sanding upside down on the bottoms of drip rails.
But then you walk past the Driver's A pillar and see holes that shouldn't be there.
I don't know how I've missed this before. We did have this same repair done to the other side, I guess with the roof damage confined to that same side I must have not thought this side was suspect. Goes to show, check ALL problem areas, especially if issues show on one side.
Inside the hole has a minimal amount of surface rust, especially for 64 years old. Safe to say the damage was caused by water/dirt accumulation between the center structure (the one we're remaking) and the outer skin. Oh well, it's been a while since I've had a back up and punt moment. Glad this was found before the green kandy went on.
Starting to make the new replacement for the inside, using 14 gauge cold rolled steel.
Quite a bit if stretch added for the part to match the original..
Rough shaped on the MH19, tuned up a bit with body hammers, punches used as anvils, and various other implements of destruction. Trimmed and fitted:
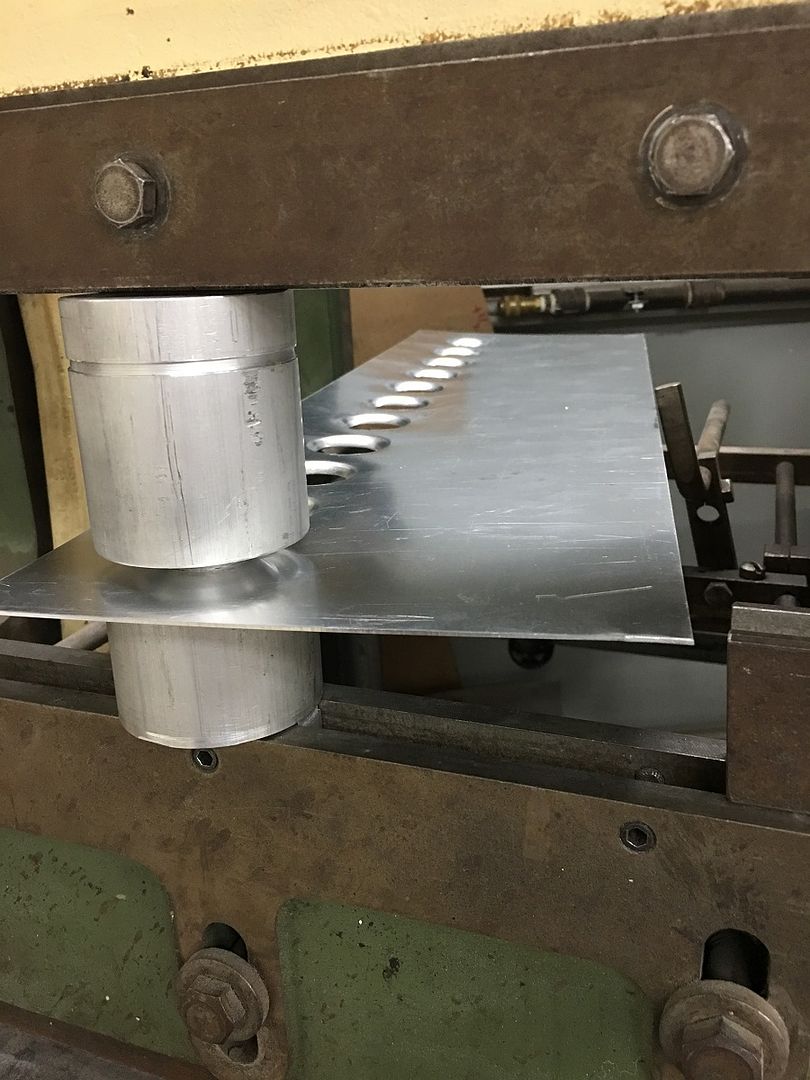
All ready for welding. Meanwhile, Mike has been working on the pointy end of the arrow, here stretching an inside corner to better fit the housing....
And adding holes for the plug welds....





































")















