You are using an out of date browser. It may not display this or other websites correctly.
You should upgrade or use an alternative browser.
You should upgrade or use an alternative browser.
Wagon Progress
- Thread starter MP&C
- Start date
MP&C
Member
Now for our bottom plate for the air cleaner.. In order to keep the filter located properly (keep it from moving around) we decided to add a bead to the bottom of the plate.


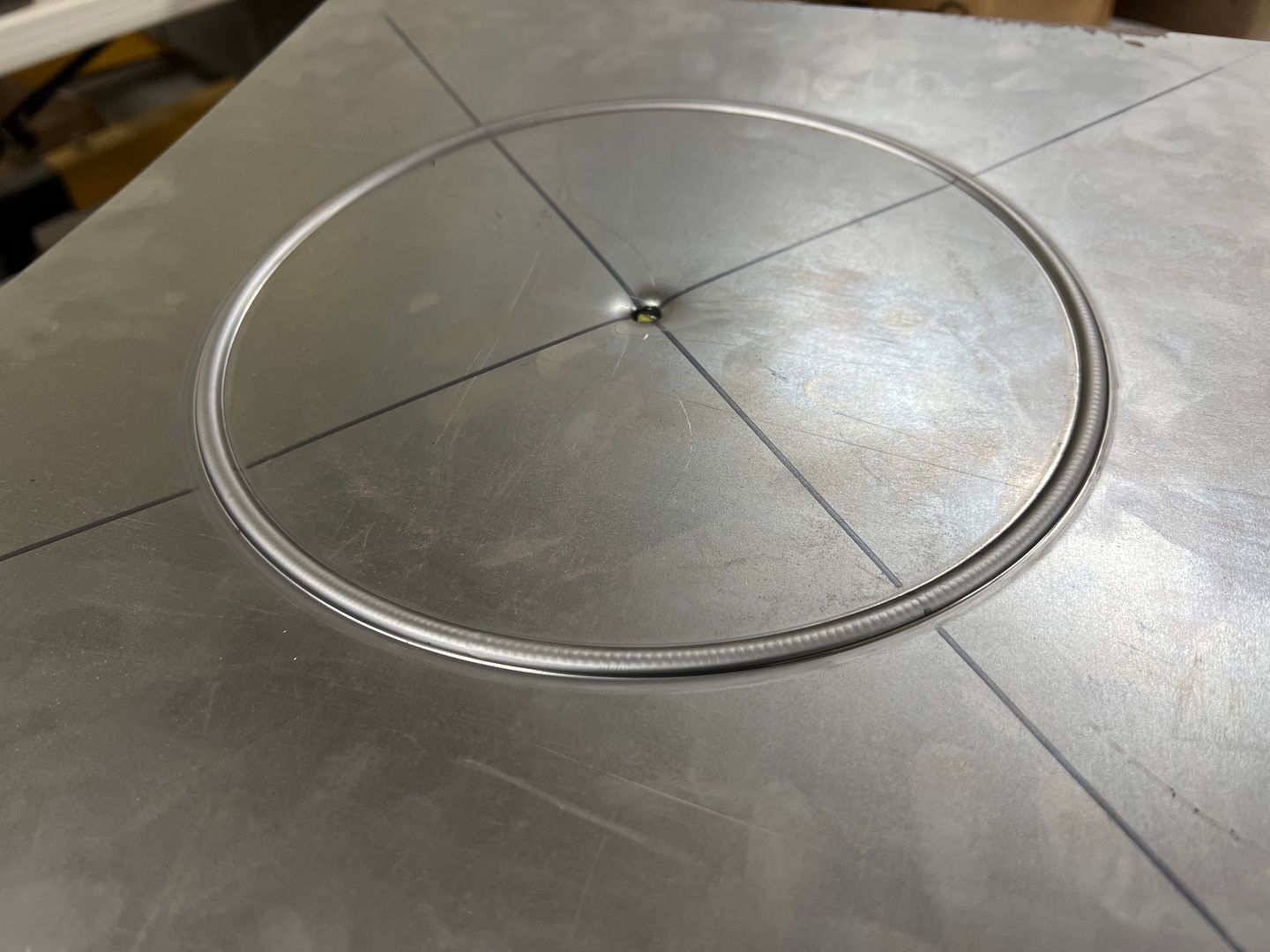

Then the plate is trimmed to a circle, and the thumbnail dies in the Lennox used to start the shrinking process around the edge.
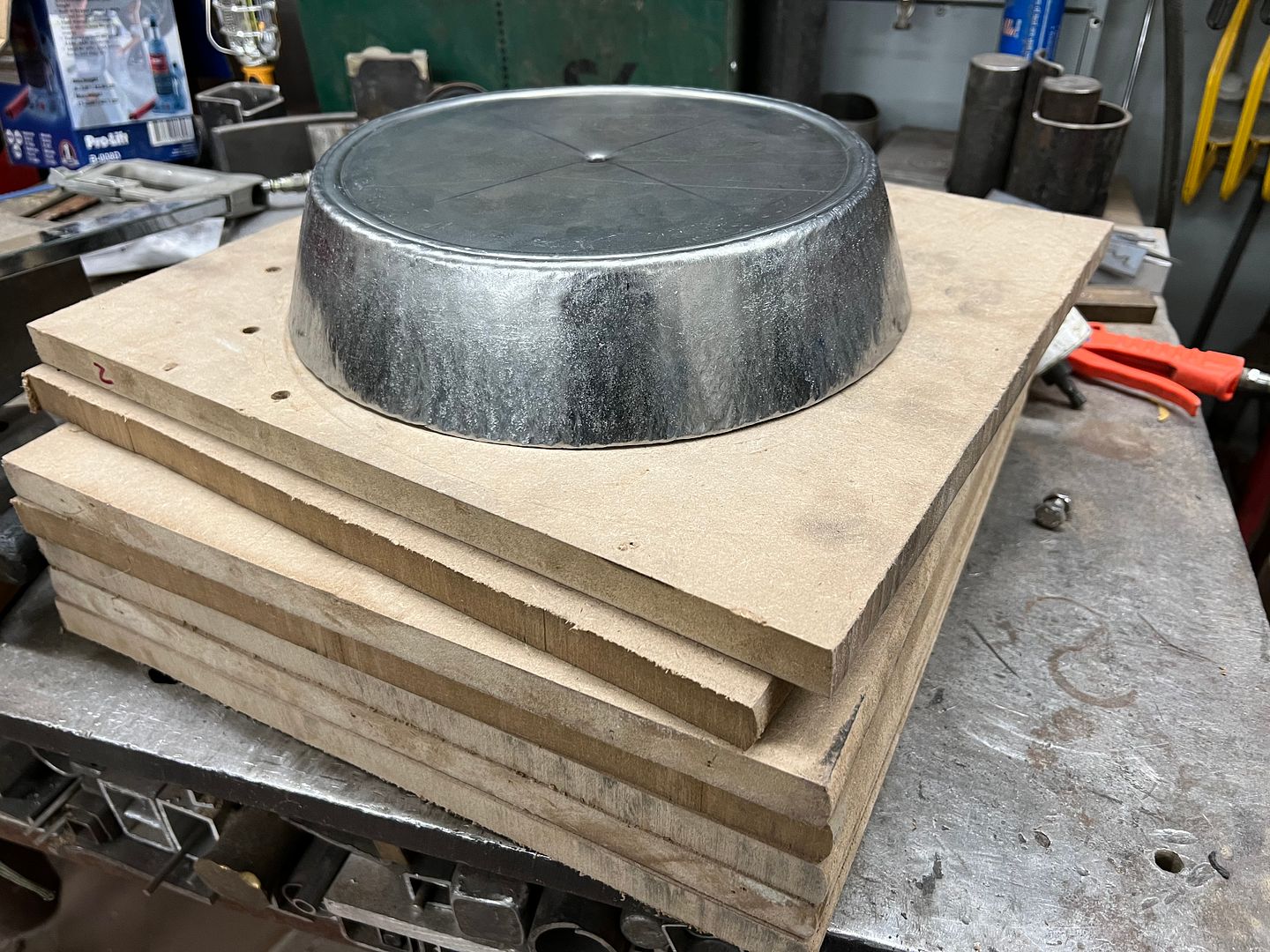
We then jumped on the Erco kick shrinker to flatten the uneven surface..
And repeat. Repeatedly. We have two or three more rounds to go and we can start tipping and stretching.


Then the plate is trimmed to a circle, and the thumbnail dies in the Lennox used to start the shrinking process around the edge.
We then jumped on the Erco kick shrinker to flatten the uneven surface..
And repeat. Repeatedly. We have two or three more rounds to go and we can start tipping and stretching.
'68 Coronet R/T
Oldtimer
Amazing.
MP&C
Member
Last night we changed out the thumbnail shrinking dies for linear stretch dies in the Lennox TE250 in order to tip the flange back horizontal again. We have a backstop / fence that had been notched for tooling and this did a nice job of getting the flange depth consistent.

As this gets bolted to our linear slide and we'll need that to remain stationary, some Cerutti built clamp blocks are added.
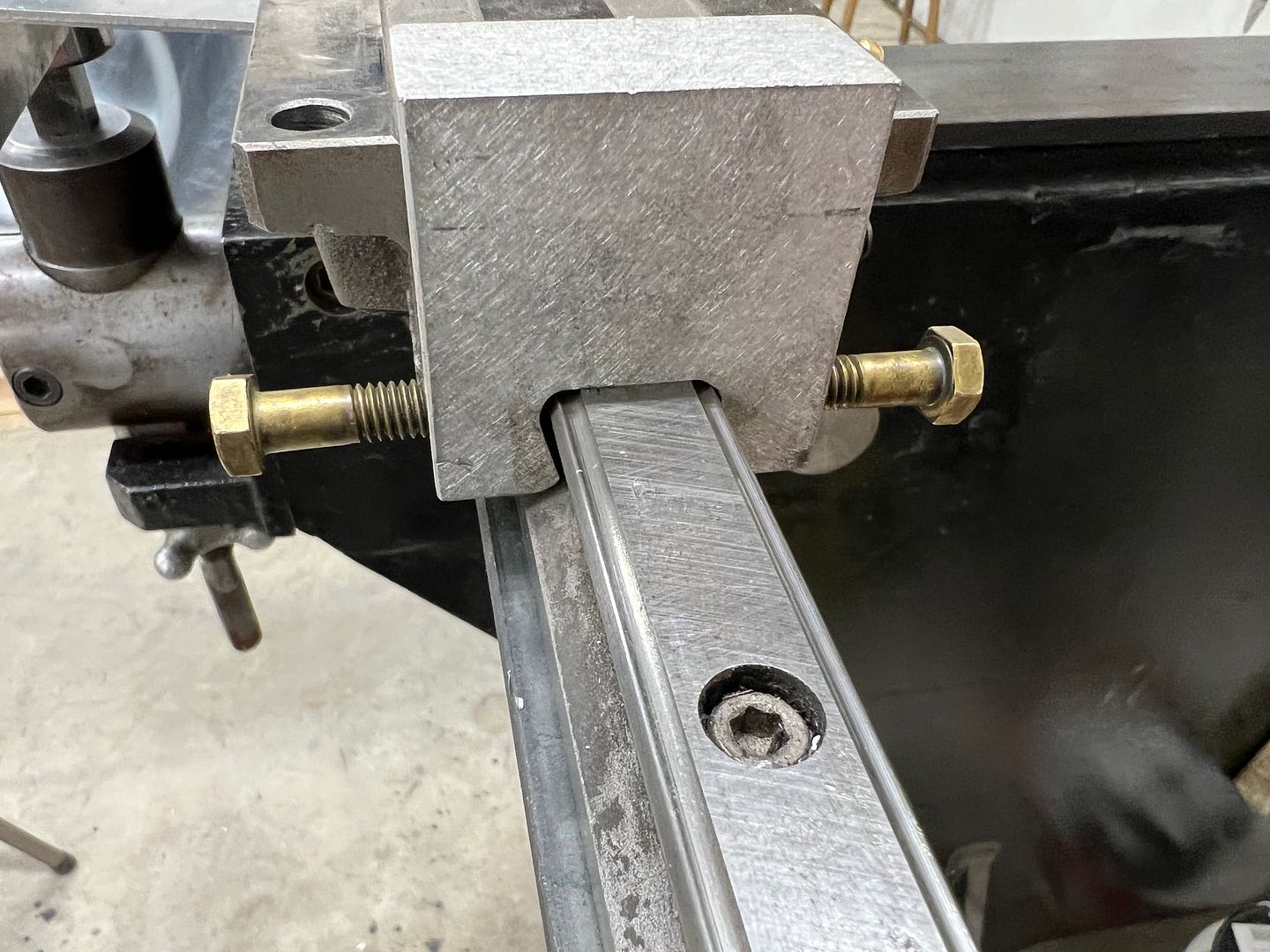
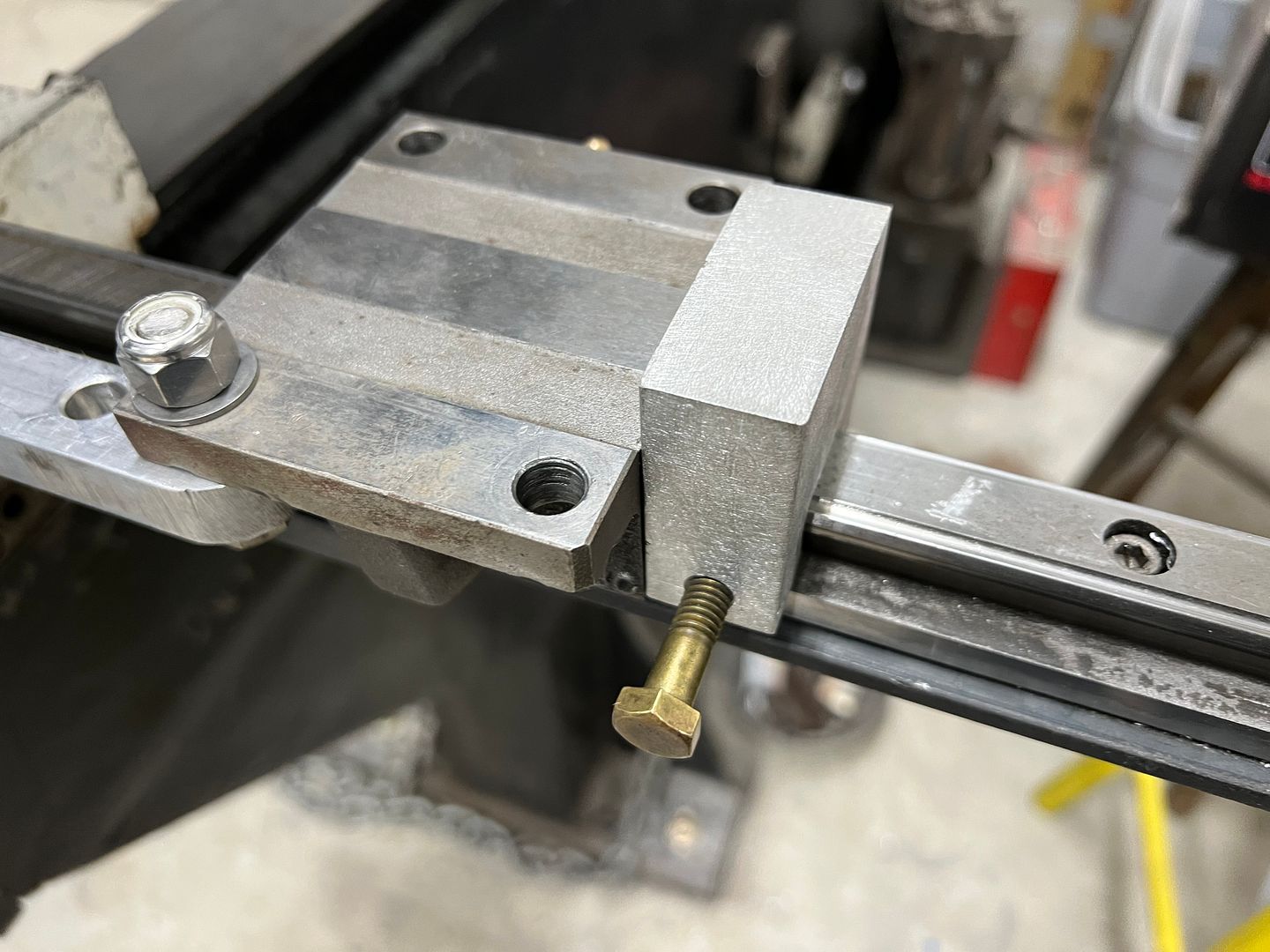
Linear stretch dies in action:

Next, we had been having issue with the Skat Blast cabinet, and given the sale going on this week at TP Tools, ordered a new high volume cabinet gun and nozzle, some high flow fittings, and while we're at it, how about some fresh glass..
_IMG_1775.JPG)

Amazing....we can see!



But alas, all the new parts did not fix the losing media about 5-10 seconds in. So we figured this was a blockage with the suction tube, which requires removing the expanded metal deck inside. Which has sealant along front and rear edge. So a handy utility knife was employed, along with this fancy tool we had made up for removing tiles in raised flooring, as it did well in pulling up the expanded metal.

The screen was tipped up out of the way and a large magnet holds it in place...

Once we had access to the pickup tube, we noticed a hole in the inside corner that didn't belong.

Once we removed the tube, we noticed it was more widespread...
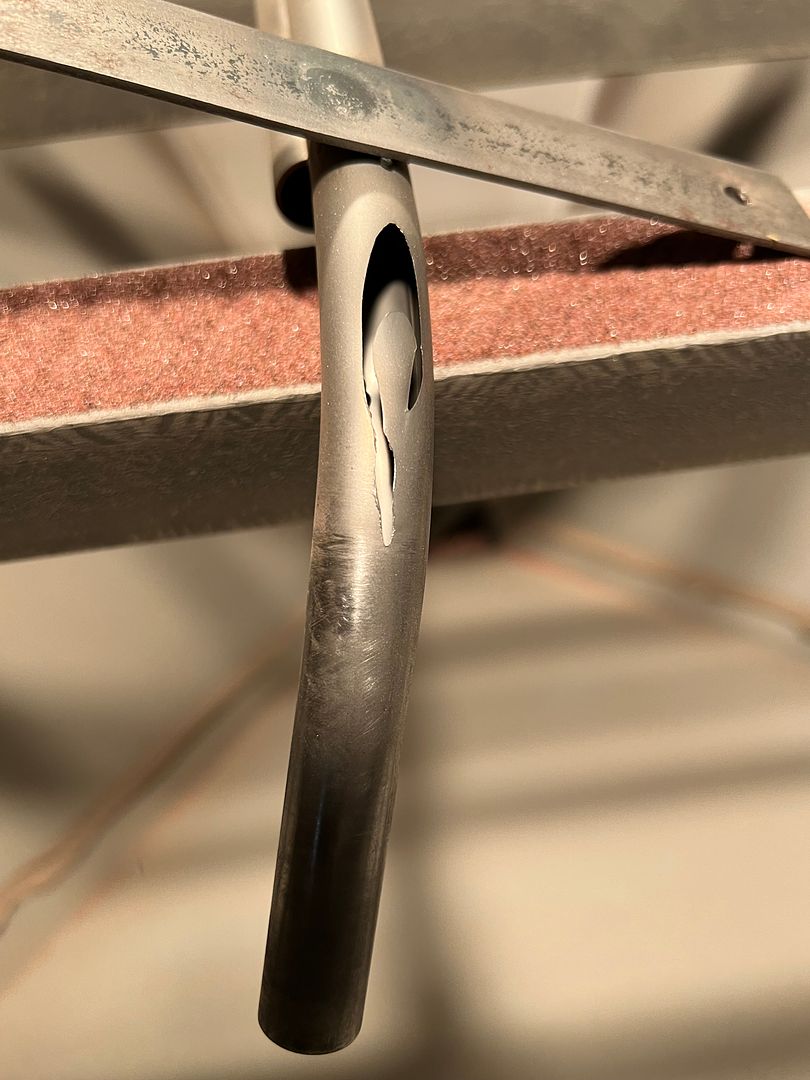
Well, I guess we have found the suction/media issue, and now have a used High flow gun/nozzle for sale. Luckily the sale is still going on, ordered the replacement tube last night..
As this gets bolted to our linear slide and we'll need that to remain stationary, some Cerutti built clamp blocks are added.
Linear stretch dies in action:
Next, we had been having issue with the Skat Blast cabinet, and given the sale going on this week at TP Tools, ordered a new high volume cabinet gun and nozzle, some high flow fittings, and while we're at it, how about some fresh glass..
Amazing....we can see!
But alas, all the new parts did not fix the losing media about 5-10 seconds in. So we figured this was a blockage with the suction tube, which requires removing the expanded metal deck inside. Which has sealant along front and rear edge. So a handy utility knife was employed, along with this fancy tool we had made up for removing tiles in raised flooring, as it did well in pulling up the expanded metal.
The screen was tipped up out of the way and a large magnet holds it in place...
Once we had access to the pickup tube, we noticed a hole in the inside corner that didn't belong.
Once we removed the tube, we noticed it was more widespread...
Well, I guess we have found the suction/media issue, and now have a used High flow gun/nozzle for sale. Luckily the sale is still going on, ordered the replacement tube last night..
Last edited:
'68 Coronet R/T
Oldtimer
Ugh, you are bringing to mind all the work I need to do on my blast cabinet. I had changed the hoses and tip but still getting intermittent blasts of media rather than a consistent flow. Thinking now my suction tube is most likely the problem.
And the new glass for the cabinet door is way over due. LOL
And the new glass for the cabinet door is way over due. LOL
Strangersfaces
Promoted Users
Robert,
Will you wrap the new pickup tube with a protective film when installing? Heavy rubber tubing? Sand blast stenciling could also be applied in other areas indicating high wear...
Always enjoy your updates!
Lance
Will you wrap the new pickup tube with a protective film when installing? Heavy rubber tubing? Sand blast stenciling could also be applied in other areas indicating high wear...
Always enjoy your updates!
Lance
MP&C
Member
Now to fold the outer perimeter of our air cleaner base. I thought of using a tipping wheel, but that appeared to be rather close for comfort. So a curved piece of bar stock in the scrap pile (resource inventory) was selected and a drum sander used to fine tune the radius to match our part.




Then a hammer form was made to stretch and shape the "horn" of the base. Quite a bit of stretch needed but you don't know until you try...

Video of hammer action:
Alas, cracking occurred, so the horn was trimmed just down from the radius and a piece of 18ga was hemmed, rolled, and welded, to form a band. The band was tacked up for a test fit, we'll get it fully welded tomorrow and get all the parts bolted up with some rivnuts and press nuts..





Yesterday we got our replacement tube from TP Tools for the Skat Blast 1536 cabinet. Can't remember the last time it worked like this, so I'd guess we've had a "leak" for a while now.
And since we replaced the nozzle unnecessarily, we now have a good used media blast cabinet gun for sale. Has the High Volume power head (20-25 cfm required) and tungsten carbide nozzle, if anyone needs one. I think $50 plus shipping would be fair. No trigger, intended for use with foot pedal. For a hopper/suction machine, it does work nicely..

Then a hammer form was made to stretch and shape the "horn" of the base. Quite a bit of stretch needed but you don't know until you try...
Video of hammer action:
Alas, cracking occurred, so the horn was trimmed just down from the radius and a piece of 18ga was hemmed, rolled, and welded, to form a band. The band was tacked up for a test fit, we'll get it fully welded tomorrow and get all the parts bolted up with some rivnuts and press nuts..
Yesterday we got our replacement tube from TP Tools for the Skat Blast 1536 cabinet. Can't remember the last time it worked like this, so I'd guess we've had a "leak" for a while now.
And since we replaced the nozzle unnecessarily, we now have a good used media blast cabinet gun for sale. Has the High Volume power head (20-25 cfm required) and tungsten carbide nozzle, if anyone needs one. I think $50 plus shipping would be fair. No trigger, intended for use with foot pedal. For a hopper/suction machine, it does work nicely..
MP&C
Member
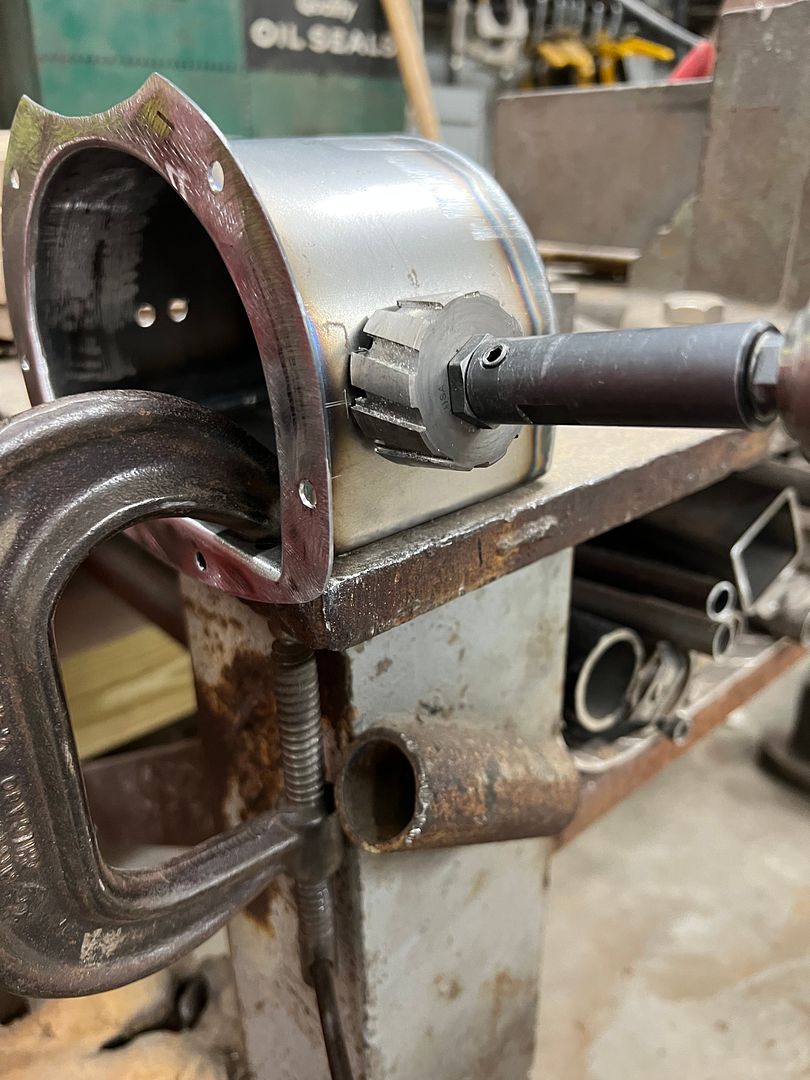
More travel for the day job, had to install a 24' video wall. Back in the shop finally, progress on the air cleaner continues.. We had some stainless mesh left over from our speaker grill fabrication that we plan on using to address air flow inside our pocket for the ignition coil.

An 1-1/2" Rotacut is used to provide the hole in the pocket, two pilot holes spaced 1/2" apart will expand the hole for us.. The venturi effect inside the breather should promote air flow across the coil.



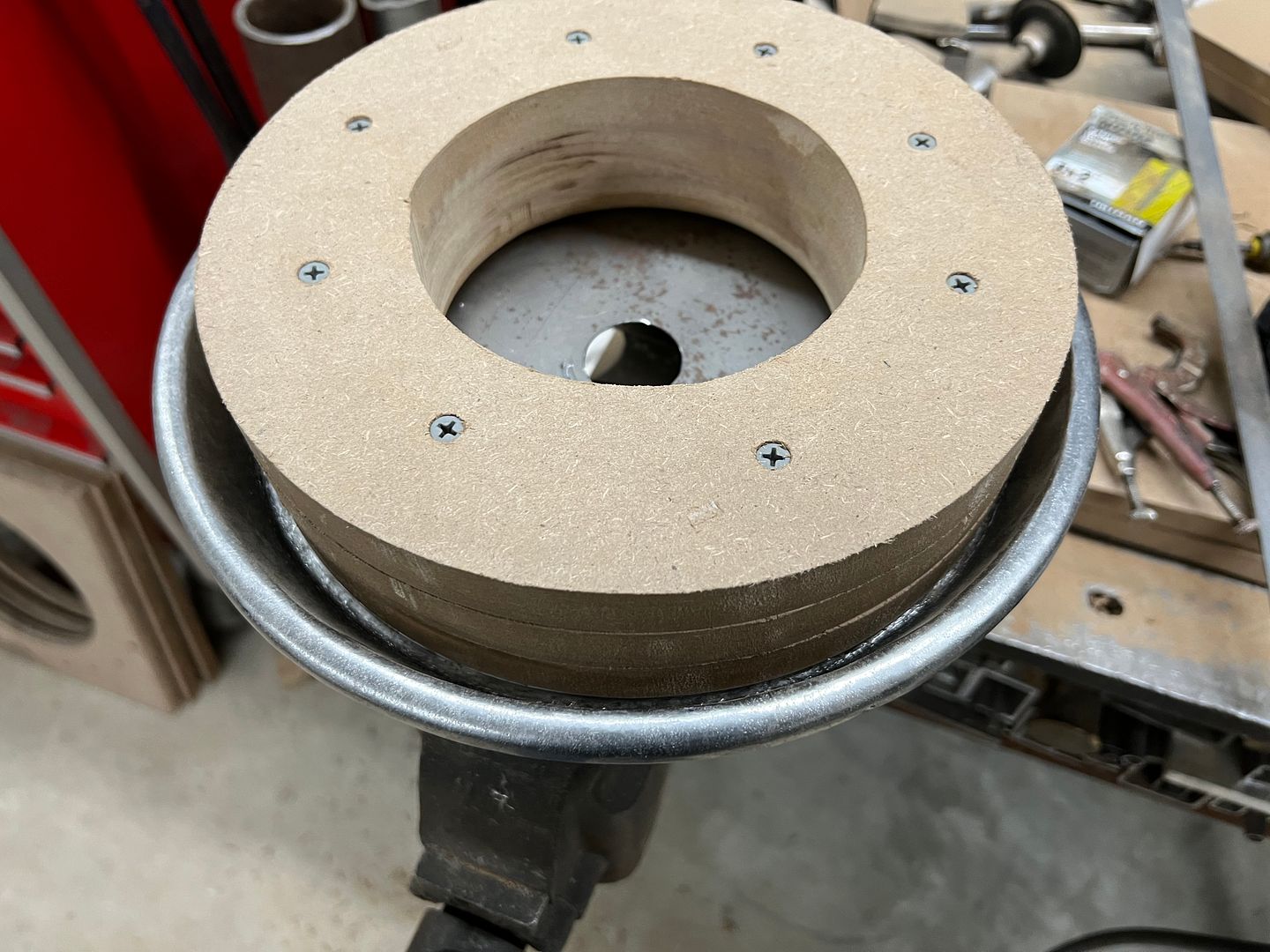
Next, to hold the mesh in place some retaining rings will be needed. We'll use some MDF trimmed to size to fabricate these...


Or the action version....

The newly formed part has a tight hold on the hammer form, so much that we can clamp it in the vise, drill the two pilot holes to match the pocket, and drill out two 1-1/2" Rotacut holes without the part budging..
The dynabride belt sander cleans up the points into flats, the side flanges are trimmed to size with a roloc sander, and then we can roll to fit the inside of the pocket.
test fit....
Holes are added for some 3/32 rivets to clear the mesh

Aluminum pop rivets are used to get a better view of the final look before we blow it apart for priming..
.JPG)
We will be using press nuts in the coil to ease the pain of assembly, and we also added some more shiny stuff on the front end..

An 1-1/2" Rotacut is used to provide the hole in the pocket, two pilot holes spaced 1/2" apart will expand the hole for us.. The venturi effect inside the breather should promote air flow across the coil.
Next, to hold the mesh in place some retaining rings will be needed. We'll use some MDF trimmed to size to fabricate these...
Or the action version....
The newly formed part has a tight hold on the hammer form, so much that we can clamp it in the vise, drill the two pilot holes to match the pocket, and drill out two 1-1/2" Rotacut holes without the part budging..
The dynabride belt sander cleans up the points into flats, the side flanges are trimmed to size with a roloc sander, and then we can roll to fit the inside of the pocket.
test fit....
Holes are added for some 3/32 rivets to clear the mesh
Aluminum pop rivets are used to get a better view of the final look before we blow it apart for priming..
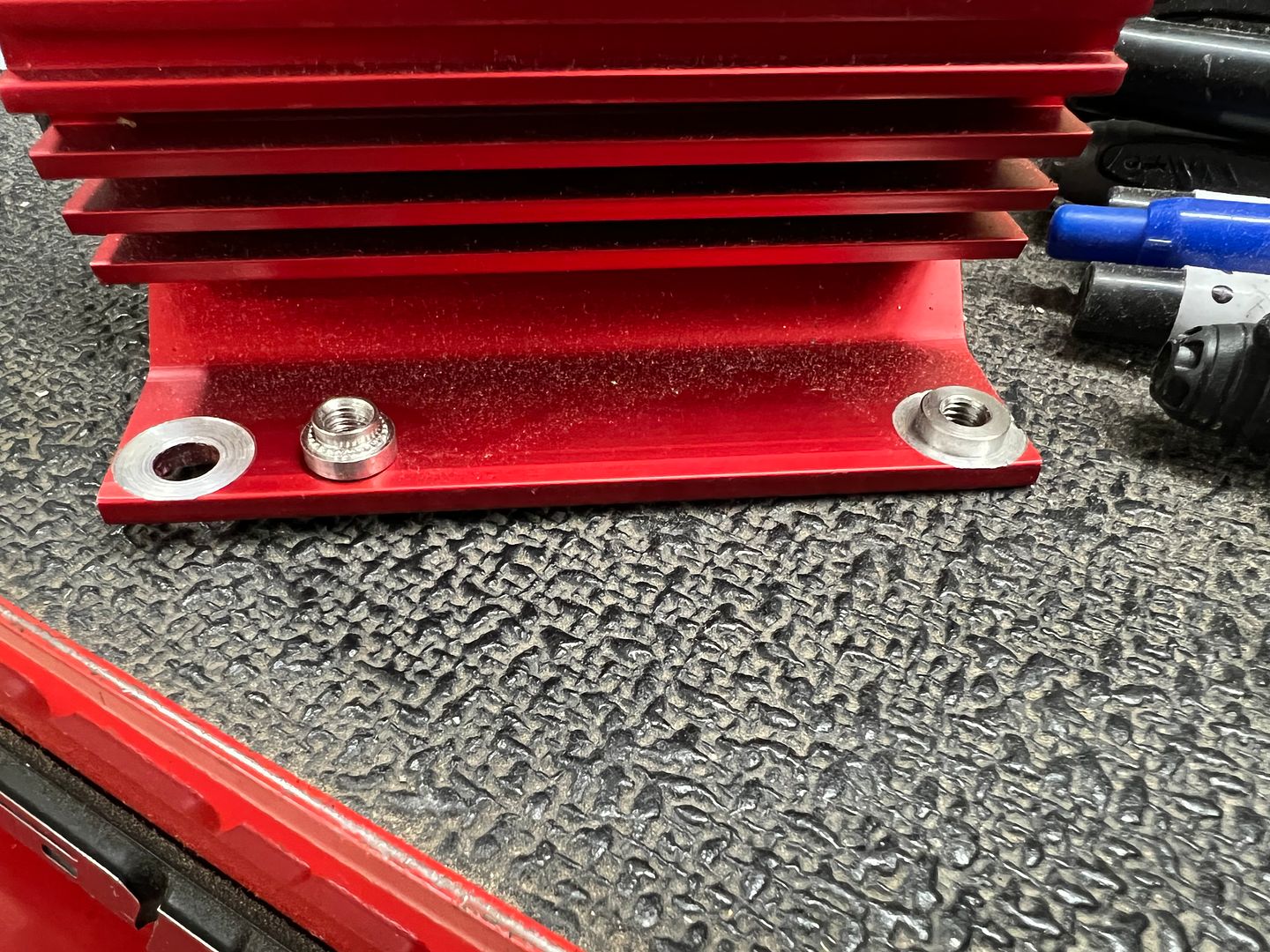
We will be using press nuts in the coil to ease the pain of assembly, and we also added some more shiny stuff on the front end..
MP&C
Member
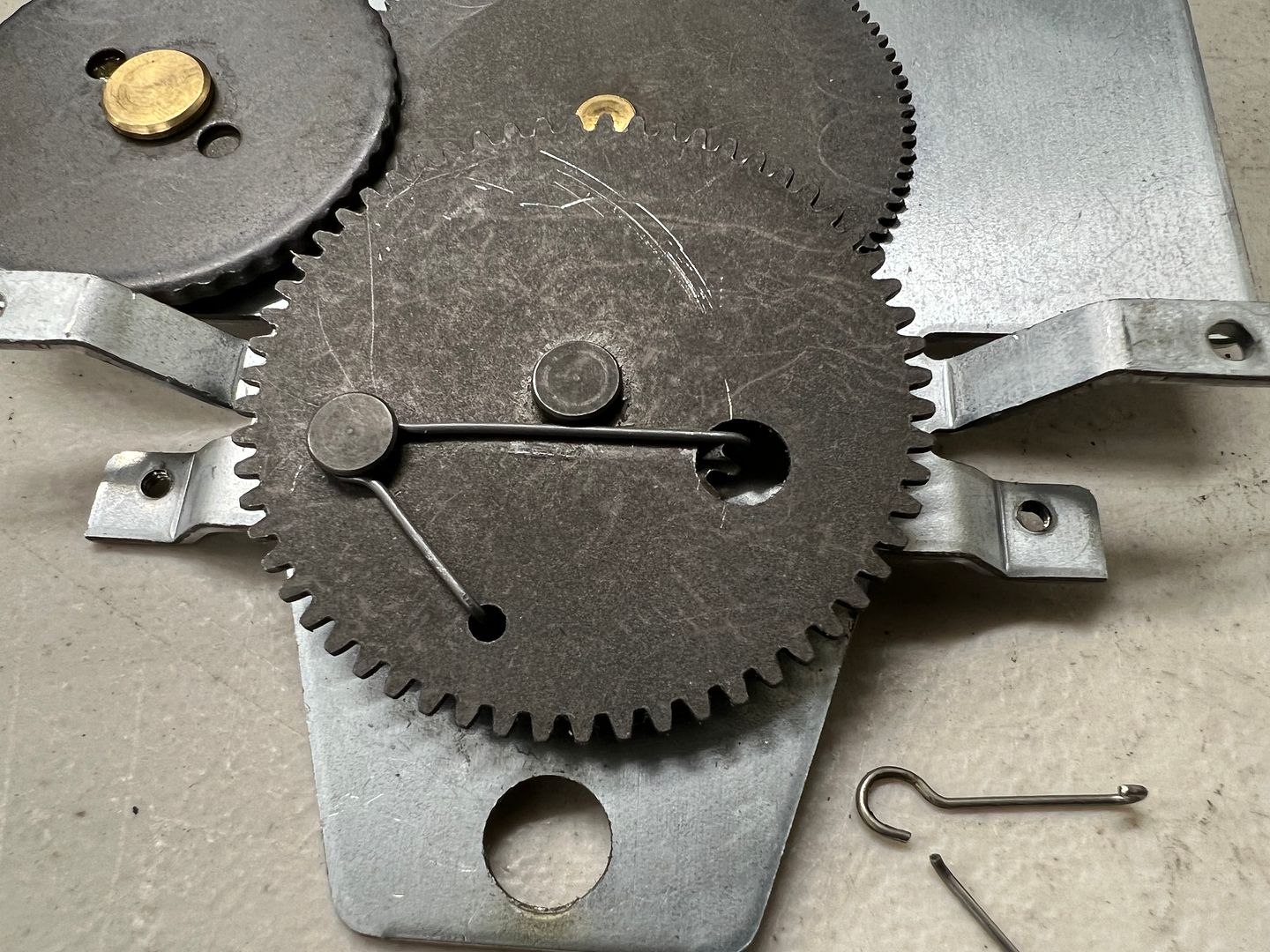
Some equipment repairs were in order over the New Year's break, our tried and true Lathem time clock in the shop had given up the ghost. In speaking to Lathem, this model has been obsolete for some time and the only parts available are the print ribbon and a replacement motor. Doesn't help me with this little part...

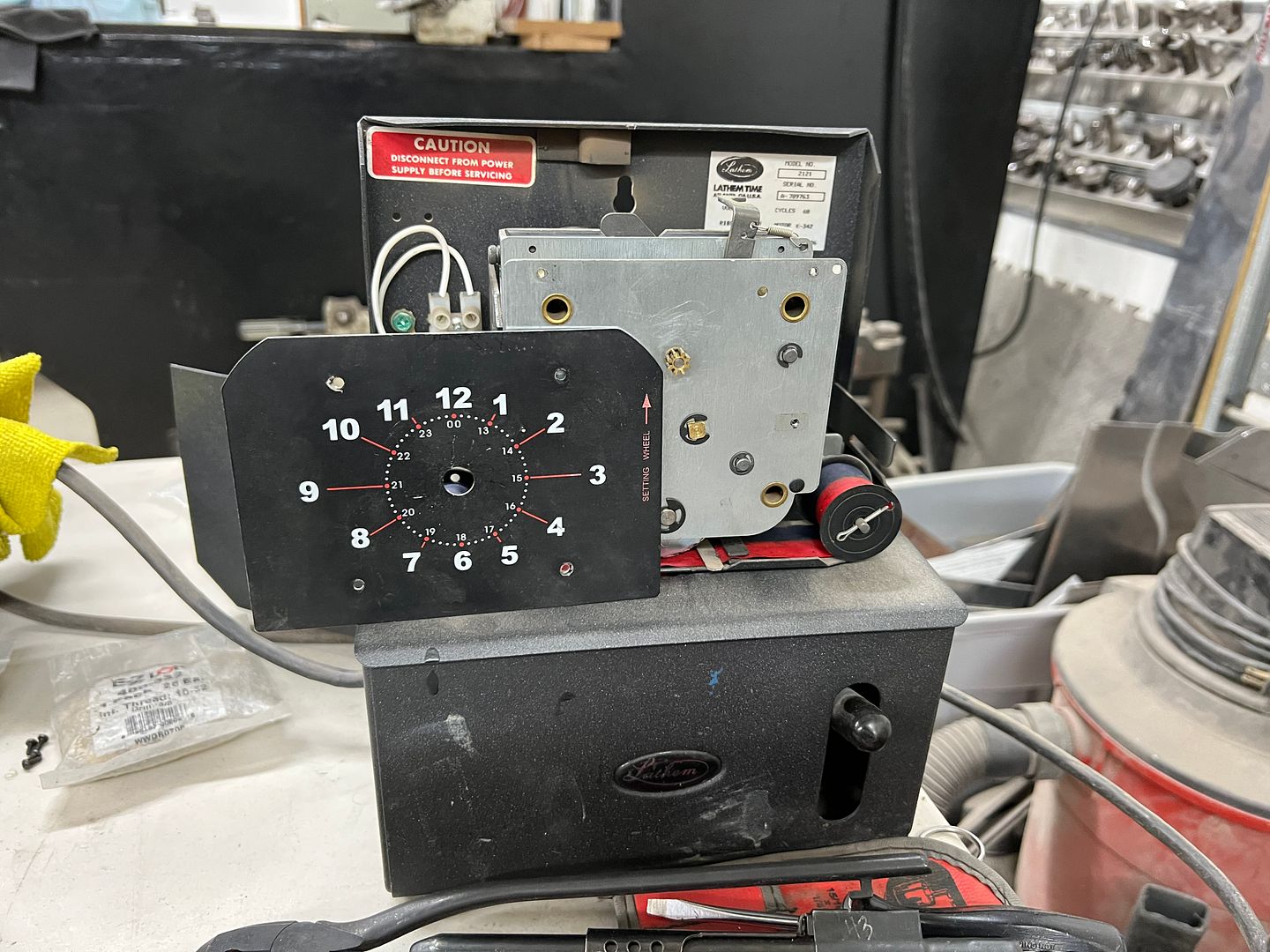
Quite used to this lack of availability in car parts, how hard can it be? A $1.99 package of music wire from Hobby Lobby and some round nose pliers, we are back in business....


Next on the list, I had received a pair of Fairmount wire edge pliers for Christmas, which had quite a twist to the handles where it was difficult for the catch to swing over the adjacent handle:
Since these aren't available for return at the local hardware store (obsolete), and also since they are drop forged, I decided to do some heating and twisting. The Meco torch was used to bring the handles to a light tan color.... and a twisting device employed with a bit of tension via ratchet strap as the handles cooled...



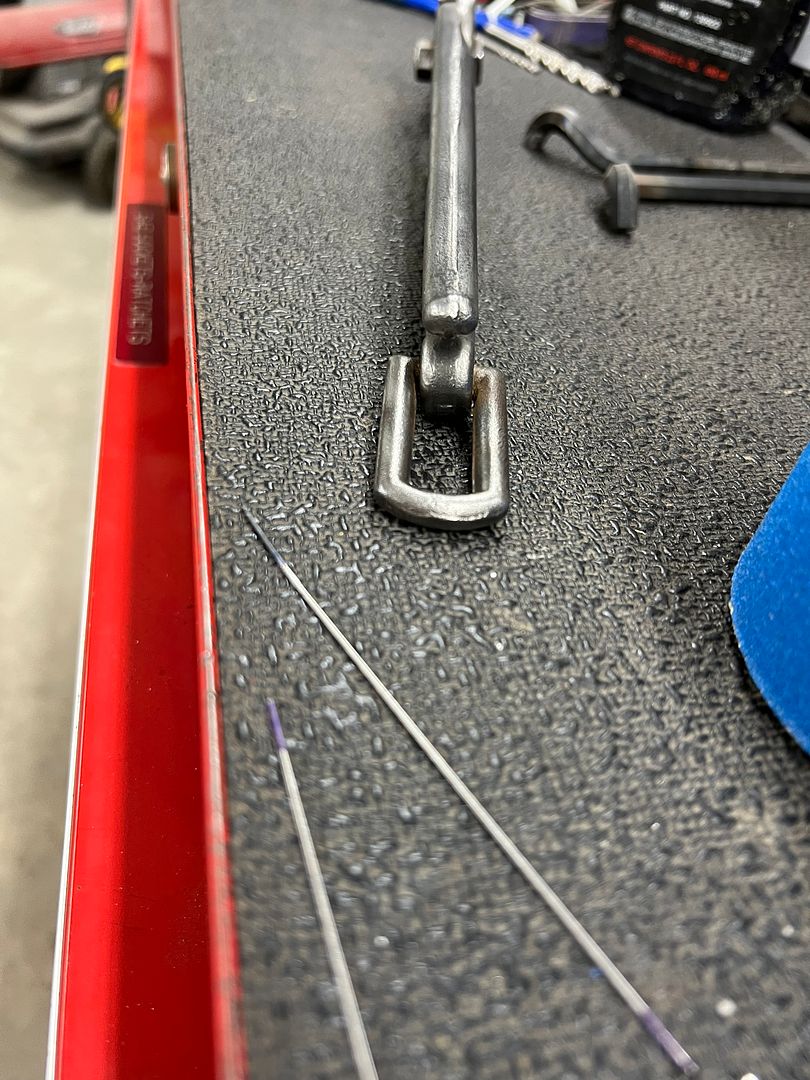

....and here's a video showing their use on a test sample. These do a nice job of locking the wire tight to the flange as you stake and wrap the wire..
Finally, since the artist in the family had asked a few months ago, looking for a canvas to paint, I pointed her to the Lennox. Here is the layout on the one side in Sharpie in prep for painting..
As far as the wagon, we are still here, back to one of the more boring stages..... applying epoxy primer and making black dust on the floor...






And in the planning stage for one of the trim details, the owner had ordered a ball milled dash insert for the wagon many months ago, which was far too 1990's billet. So naturally I breathed a sigh of relief when it did not fit the dash contour. (go figure) I was leaning toward an engine turned panel as it is more of a hotrod flavor. Unfortunately, it is more of a TRADITIONAL hot rod flavor, and we were in the gray area there as well. So in the meantime, a buddy has a shop in Wilmington DE, and does absolutely fabulous detail work (had a hand in the Double Bubble wagon's fabrication), and has been using this ribbed stainless sheet for dash inserts and other details.. (his picture and work)

This gives a nice classy and timeless look that is a better fit to the flavor of the car we have, so that is the direction we're headed... So to test a theory in adding a finished edge around the perimeter, we broke out the false wire edge Pullmax dies and installed them in the Lennox for a test run on some 19 gauge stainless. The "backstop" was setup to be just shy of a full wrap, which should give us a slight gap for the ribbed stainless to slide into. Our edge strips will be "outfitted" with some hidden press studs to hold it in place on the dash.

A little bit of polishing and that may just work.....
Quite used to this lack of availability in car parts, how hard can it be? A $1.99 package of music wire from Hobby Lobby and some round nose pliers, we are back in business....
Next on the list, I had received a pair of Fairmount wire edge pliers for Christmas, which had quite a twist to the handles where it was difficult for the catch to swing over the adjacent handle:
Since these aren't available for return at the local hardware store (obsolete), and also since they are drop forged, I decided to do some heating and twisting. The Meco torch was used to bring the handles to a light tan color.... and a twisting device employed with a bit of tension via ratchet strap as the handles cooled...
....and here's a video showing their use on a test sample. These do a nice job of locking the wire tight to the flange as you stake and wrap the wire..
Finally, since the artist in the family had asked a few months ago, looking for a canvas to paint, I pointed her to the Lennox. Here is the layout on the one side in Sharpie in prep for painting..
As far as the wagon, we are still here, back to one of the more boring stages..... applying epoxy primer and making black dust on the floor...
And in the planning stage for one of the trim details, the owner had ordered a ball milled dash insert for the wagon many months ago, which was far too 1990's billet. So naturally I breathed a sigh of relief when it did not fit the dash contour. (go figure) I was leaning toward an engine turned panel as it is more of a hotrod flavor. Unfortunately, it is more of a TRADITIONAL hot rod flavor, and we were in the gray area there as well. So in the meantime, a buddy has a shop in Wilmington DE, and does absolutely fabulous detail work (had a hand in the Double Bubble wagon's fabrication), and has been using this ribbed stainless sheet for dash inserts and other details.. (his picture and work)
This gives a nice classy and timeless look that is a better fit to the flavor of the car we have, so that is the direction we're headed... So to test a theory in adding a finished edge around the perimeter, we broke out the false wire edge Pullmax dies and installed them in the Lennox for a test run on some 19 gauge stainless. The "backstop" was setup to be just shy of a full wrap, which should give us a slight gap for the ribbed stainless to slide into. Our edge strips will be "outfitted" with some hidden press studs to hold it in place on the dash.
A little bit of polishing and that may just work.....
'68 Coronet R/T
Oldtimer
You do more in your "spare time" than I have done in the last two weeks. ")
MP&C
Member
I could use some spare "spare time"....
More blocking, then more epoxy...




Another hurdle in the way of running our wiring under the dash, we need to address the defrost vents for the Vintage Air unit. What they send is cheesy at best, and given they only send two vents where Chevy installed 4, we're going to go another route..
The factory piece does take up quite a bit of real estate, and now interferes with the raingear wiper system and the VA heater box.

So all things considered, we plan on using the original vent top portion and adapt tubing in the equation to make use of a more flexible hose arrangement. The VA has two 2" outlets at the top for defrost, so we will use a 2" tube to feed the center two vents, and 1-1/4" tubes to feed to the outer vents.


Missed some of the details with that one, a bit more for the center vent..



Forming our transition from 2" to 1-1/4".....


.JPG)
As the ports from the VA point almost straight up, the 2" tubes were welded at a slight incline to remove any sharp bends in the supply hose.


.....as a follow-up, our local artist has been working on the other side of the Lennox..
and we have been working with some local hippies to explore other shop shirt options.. This was done on the yellow shop shirt so naturally that base color limits what results you will get...

More blocking, then more epoxy...
Another hurdle in the way of running our wiring under the dash, we need to address the defrost vents for the Vintage Air unit. What they send is cheesy at best, and given they only send two vents where Chevy installed 4, we're going to go another route..
The factory piece does take up quite a bit of real estate, and now interferes with the raingear wiper system and the VA heater box.
So all things considered, we plan on using the original vent top portion and adapt tubing in the equation to make use of a more flexible hose arrangement. The VA has two 2" outlets at the top for defrost, so we will use a 2" tube to feed the center two vents, and 1-1/4" tubes to feed to the outer vents.
Missed some of the details with that one, a bit more for the center vent..
Forming our transition from 2" to 1-1/4".....
As the ports from the VA point almost straight up, the 2" tubes were welded at a slight incline to remove any sharp bends in the supply hose.
.....as a follow-up, our local artist has been working on the other side of the Lennox..
and we have been working with some local hippies to explore other shop shirt options.. This was done on the yellow shop shirt so naturally that base color limits what results you will get...
MP&C
Member
Thanks Pugsy!
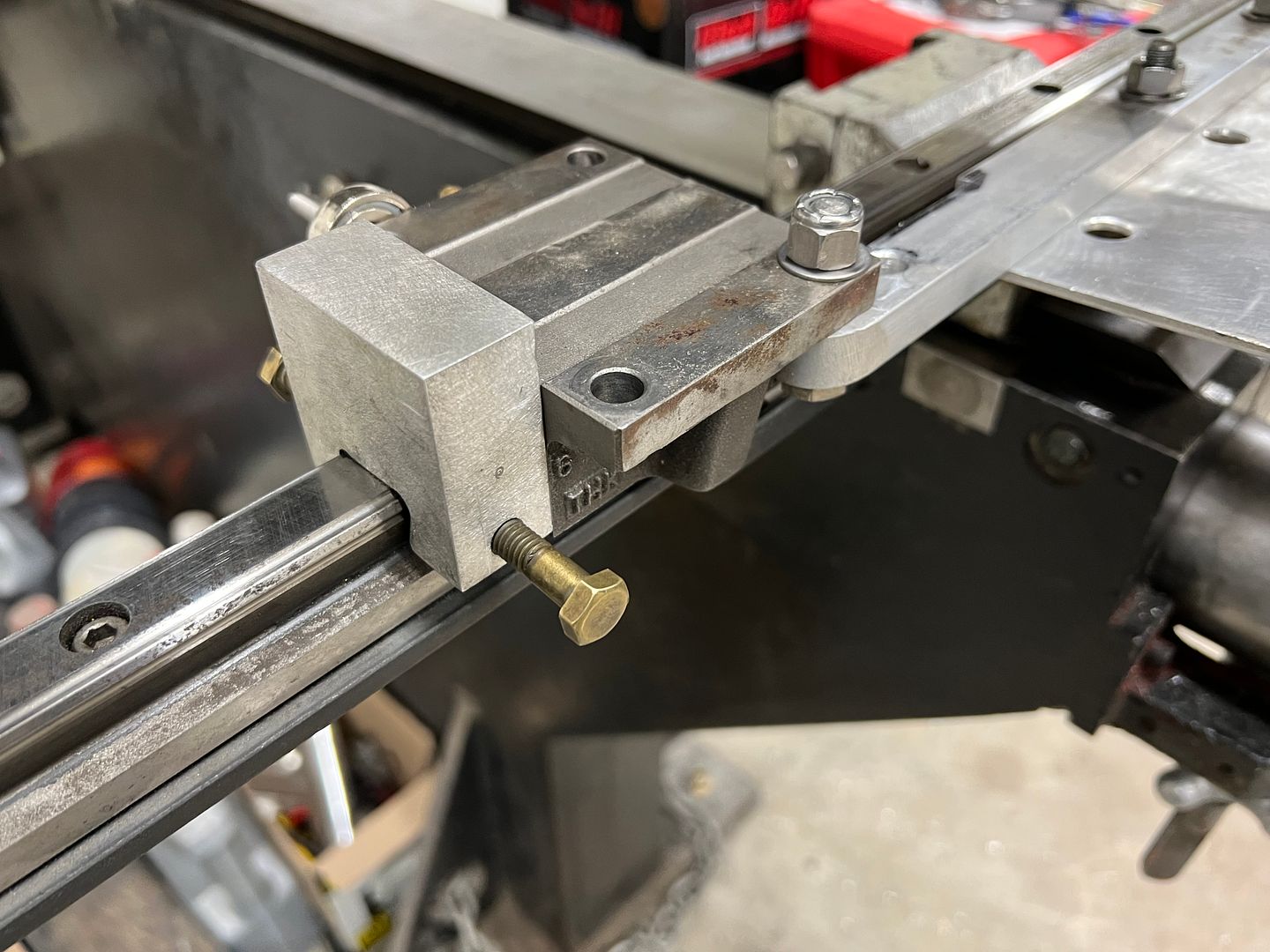
In adapting our defroster vents for the wagon, we needed to add a bead in the tubing to better retain the hose attached. The beading die we made for this purpose on the bead roller was too large to fit the 1-1/4" tube, so another tool is in order.. Our worn out Southbend was used to make the round profiles, with a step in the bottom die to act as a backstop for better consistency in bead placement.

I don't have much in the form of hardened tool steel for making specialized cutters for the lathe, so I used a 3/4" square cutter from the Lennox to form the following for making the concave shape.. the male counterpart was done on the fly...

The 4140 square stock was squared on both ends, then a relief added for our round profile to rest in.


Our c-clamps had a VEE notch that would assist in keeping the round bits from moving, so that was used in lieu of a vise..


The infinitely adjustable clamps worked well, the TIG was used to add a fusion weld around the perimeter (no filler rod)

After welding, the assembly is heated to a straw color (pre-blue) and dipped in our official Mickey Thompson fluid container (transmission fluid) to harden things up a bit.
.JPG)
Here are the dies in use, take note of what happens when you don't keep pressure against the backstop.... No harm no foul, a couple more passes cleans it right up...


That should help to keep the hose in place...
In adapting our defroster vents for the wagon, we needed to add a bead in the tubing to better retain the hose attached. The beading die we made for this purpose on the bead roller was too large to fit the 1-1/4" tube, so another tool is in order.. Our worn out Southbend was used to make the round profiles, with a step in the bottom die to act as a backstop for better consistency in bead placement.
I don't have much in the form of hardened tool steel for making specialized cutters for the lathe, so I used a 3/4" square cutter from the Lennox to form the following for making the concave shape.. the male counterpart was done on the fly...
The 4140 square stock was squared on both ends, then a relief added for our round profile to rest in.
Our c-clamps had a VEE notch that would assist in keeping the round bits from moving, so that was used in lieu of a vise..
The infinitely adjustable clamps worked well, the TIG was used to add a fusion weld around the perimeter (no filler rod)
After welding, the assembly is heated to a straw color (pre-blue) and dipped in our official Mickey Thompson fluid container (transmission fluid) to harden things up a bit.
Here are the dies in use, take note of what happens when you don't keep pressure against the backstop.... No harm no foul, a couple more passes cleans it right up...
That should help to keep the hose in place...
MP&C
Member
Finally back from the latest round of hanging TV's for the day job, We’ve installed three video walls since the end of December, along with other AV equipment. Some we can’t take pictures of, but we’ve included two that we could. So here's some highlights of what we installed and some of the fabrications made in the shop to help out in getting the job done....
Before, a couple of 80" displays

After, a seamless video wall just shy of 24' long... much better suited to this classroom setting..

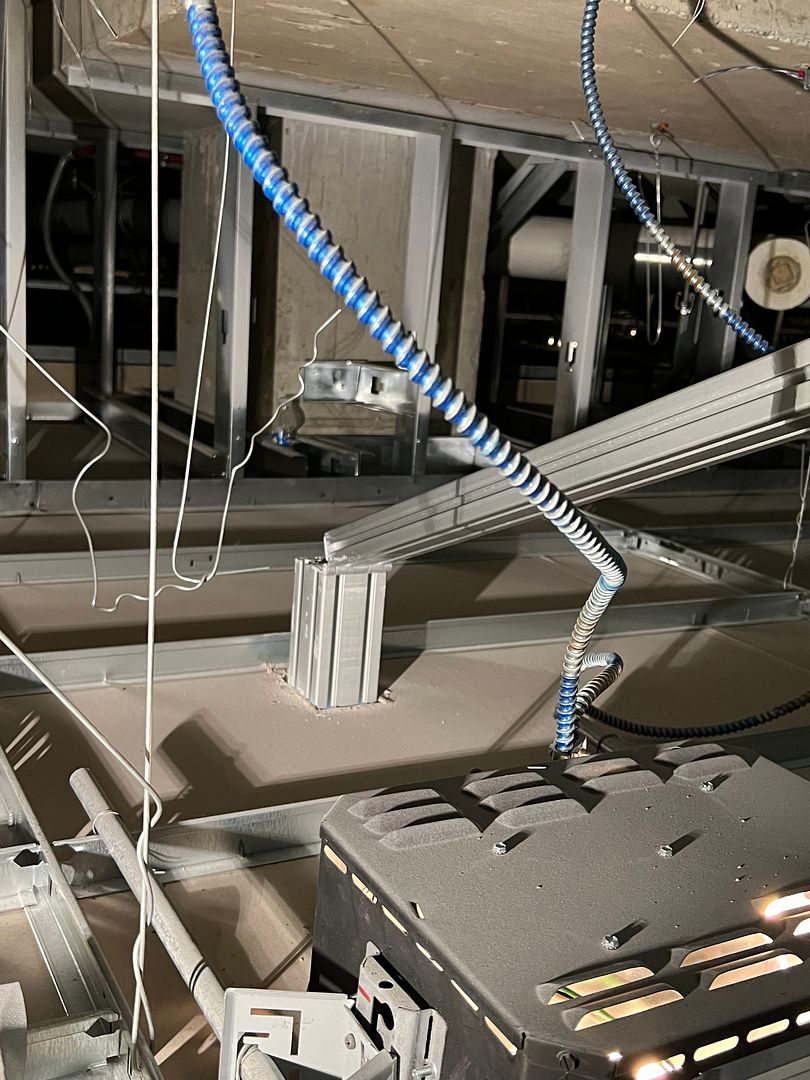
Our next room gave us a multitude of challenges, the walls here are free standing and we felt they were insufficient for supporting the video wall without deflection. So we opted for an 8020 structure in front of the existing, attached to the floor and the deck above. Next challenge is to anchor the columns to the concrete above with no access due to the 60" Drywall surround encircling the ceiling tiles.. before:
.JPG)
So I came up with a diagonal bracing that would make use of hinges for allowing assembly of the column and brace within the hole we would cut into the ceiling for minimal disturbance (less drywall repairs)
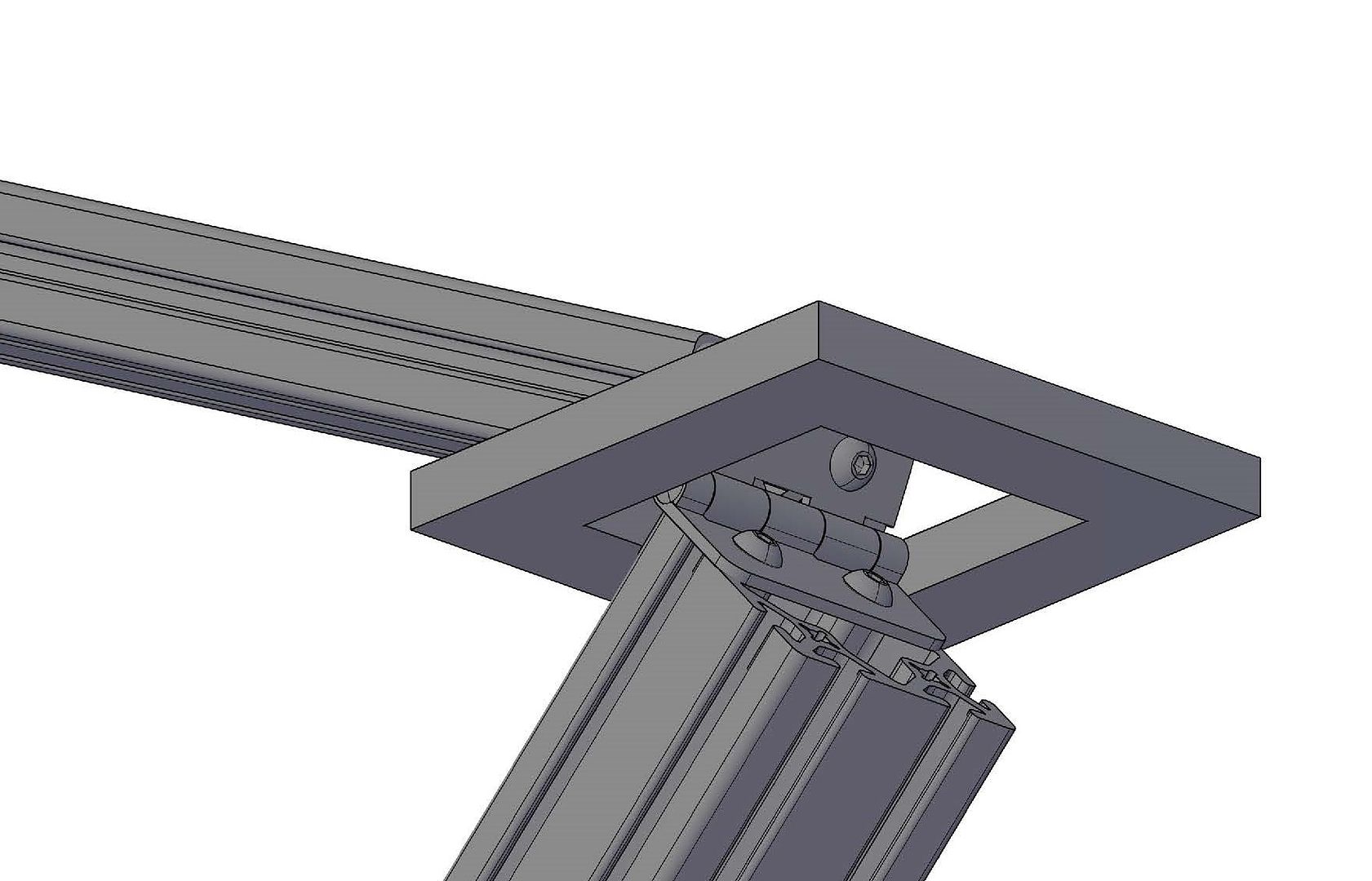
....which in reality was not as easy as it appeared in print....





This video wall is just shy of 16' long and uses 0.9mm pixels.
Some of the fabrications made in the shop, a water fall to help support the abundance of cabling going into the equipment rack....
.JPG)
.JPG)
.JPG)
This was our first time using Cyviz touch panels, which were only available as a table top version. The old touch panel was recess mounted in the wall, so we either leave the old one in place to fill a hole in the wall, fill the hole in the wall with a blank panel, or come up with a wall mount design that Cyviz sorely needs.. One guess as to the option I chose....
.JPG)
.JPG)
.JPG)
Powder coating done locally by The Shop at Shorty’s.
Here's the video of installing the mount to the touch panel... Funny story, one of the tech reps that showed up from Cyviz swore this wall mount was their product... :ROFLMAO:
He was told, "no, one of my guys made it in his garage".. He didn't believe it...
....and installed...

Before, a couple of 80" displays
After, a seamless video wall just shy of 24' long... much better suited to this classroom setting..
Our next room gave us a multitude of challenges, the walls here are free standing and we felt they were insufficient for supporting the video wall without deflection. So we opted for an 8020 structure in front of the existing, attached to the floor and the deck above. Next challenge is to anchor the columns to the concrete above with no access due to the 60" Drywall surround encircling the ceiling tiles.. before:
So I came up with a diagonal bracing that would make use of hinges for allowing assembly of the column and brace within the hole we would cut into the ceiling for minimal disturbance (less drywall repairs)
....which in reality was not as easy as it appeared in print....
This video wall is just shy of 16' long and uses 0.9mm pixels.
Some of the fabrications made in the shop, a water fall to help support the abundance of cabling going into the equipment rack....
This was our first time using Cyviz touch panels, which were only available as a table top version. The old touch panel was recess mounted in the wall, so we either leave the old one in place to fill a hole in the wall, fill the hole in the wall with a blank panel, or come up with a wall mount design that Cyviz sorely needs.. One guess as to the option I chose....
Powder coating done locally by The Shop at Shorty’s.
Here's the video of installing the mount to the touch panel... Funny story, one of the tech reps that showed up from Cyviz swore this wall mount was their product... :ROFLMAO:
He was told, "no, one of my guys made it in his garage".. He didn't believe it...
....and installed...
'68 Coronet R/T
Oldtimer
When do you guys sleep?
MP&C
Member
It hasn't been much....
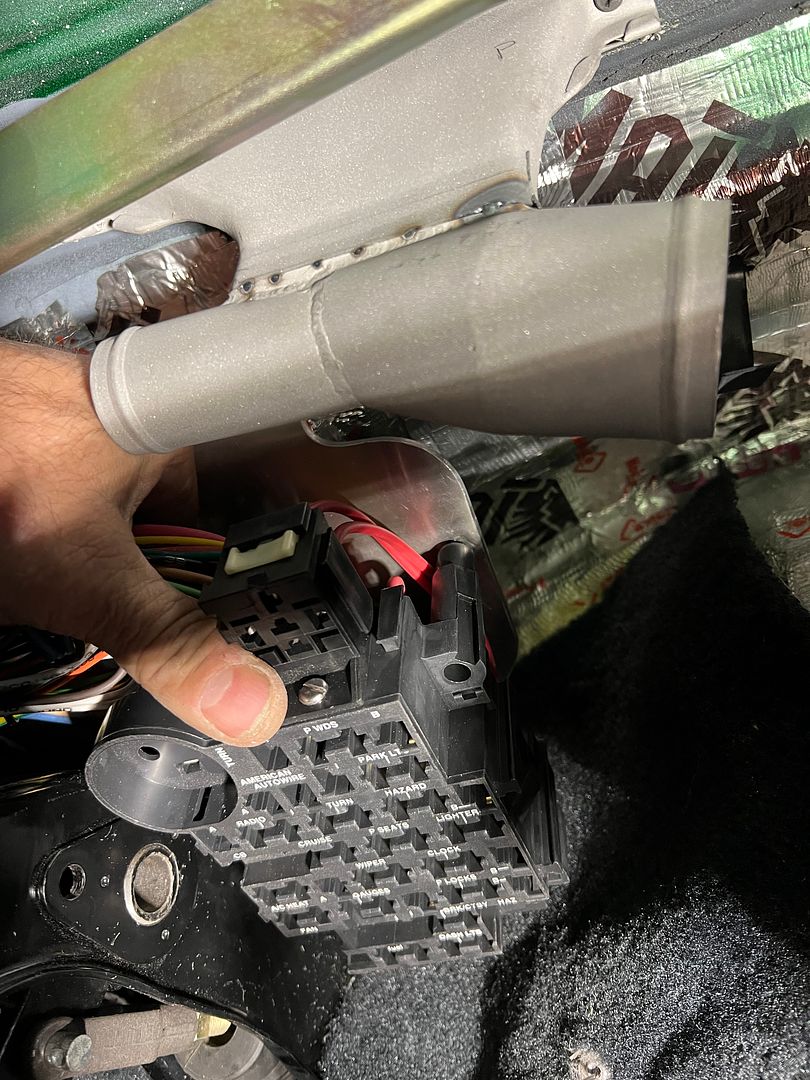
So...where we had left off on the wagon, more blocking of primer, fabrication/modification of defroster vents, and wiring.. So a test fit of our fuse panel mounting plate (American Autowire) found that along with our parking brake pedal assembly location and the close proximity of the Raingear wiper motor, things were much too snug. So in looking at the room available under the dash, just to the right of the brake pedal looked promising but one of our newly formed defroster tubes interferred... This one hung down too low....

And, in typical domino fashion, the fuse panel mounting plate would not work where it was not intended.
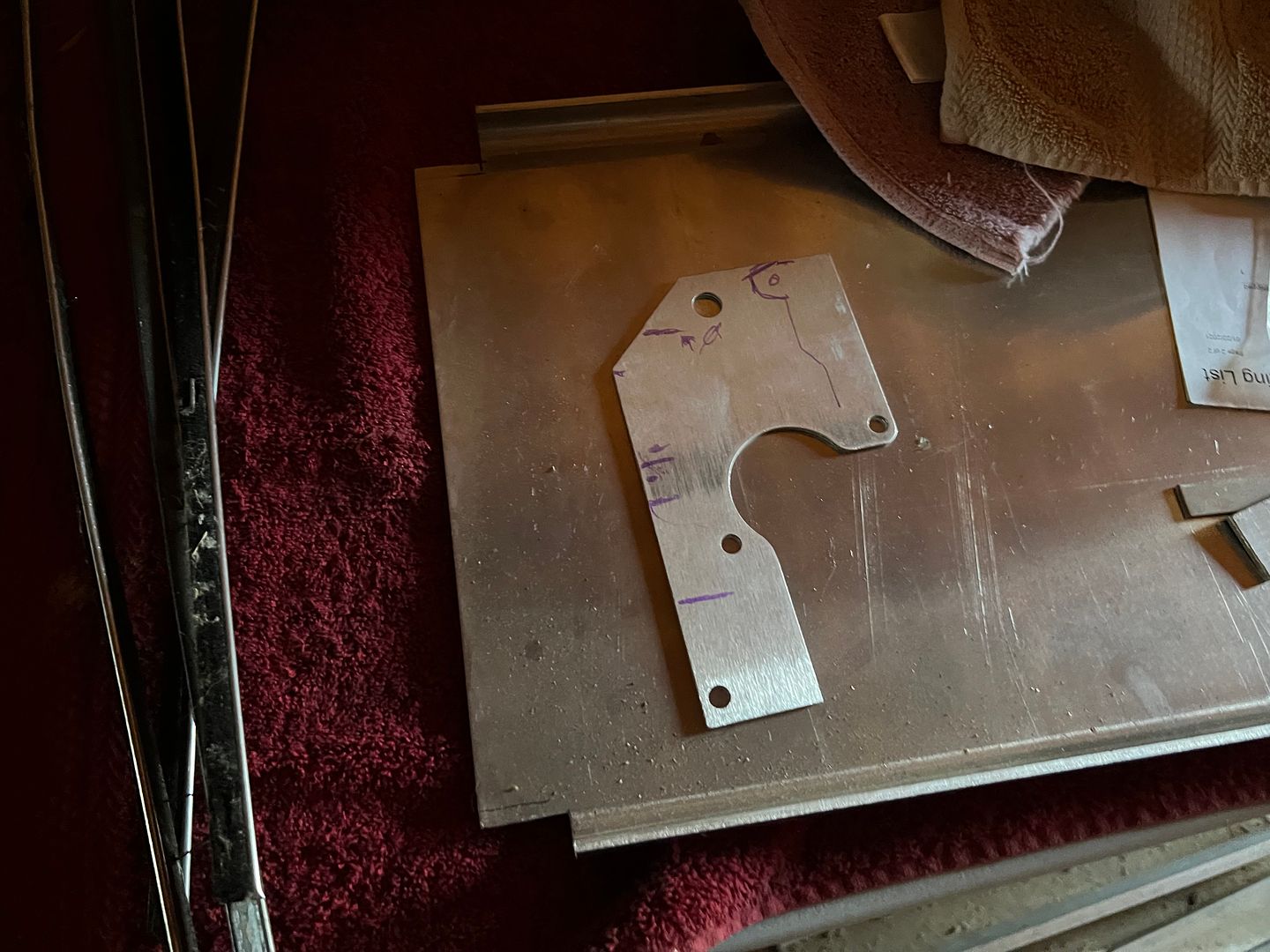
We made a new bracket of 1/8" aluminum, and bent some mounting ears to be able to place it well above the accelerator linkage. We also designed it to use existing hardware to minimize any additional holes through the nicely painted firewall.
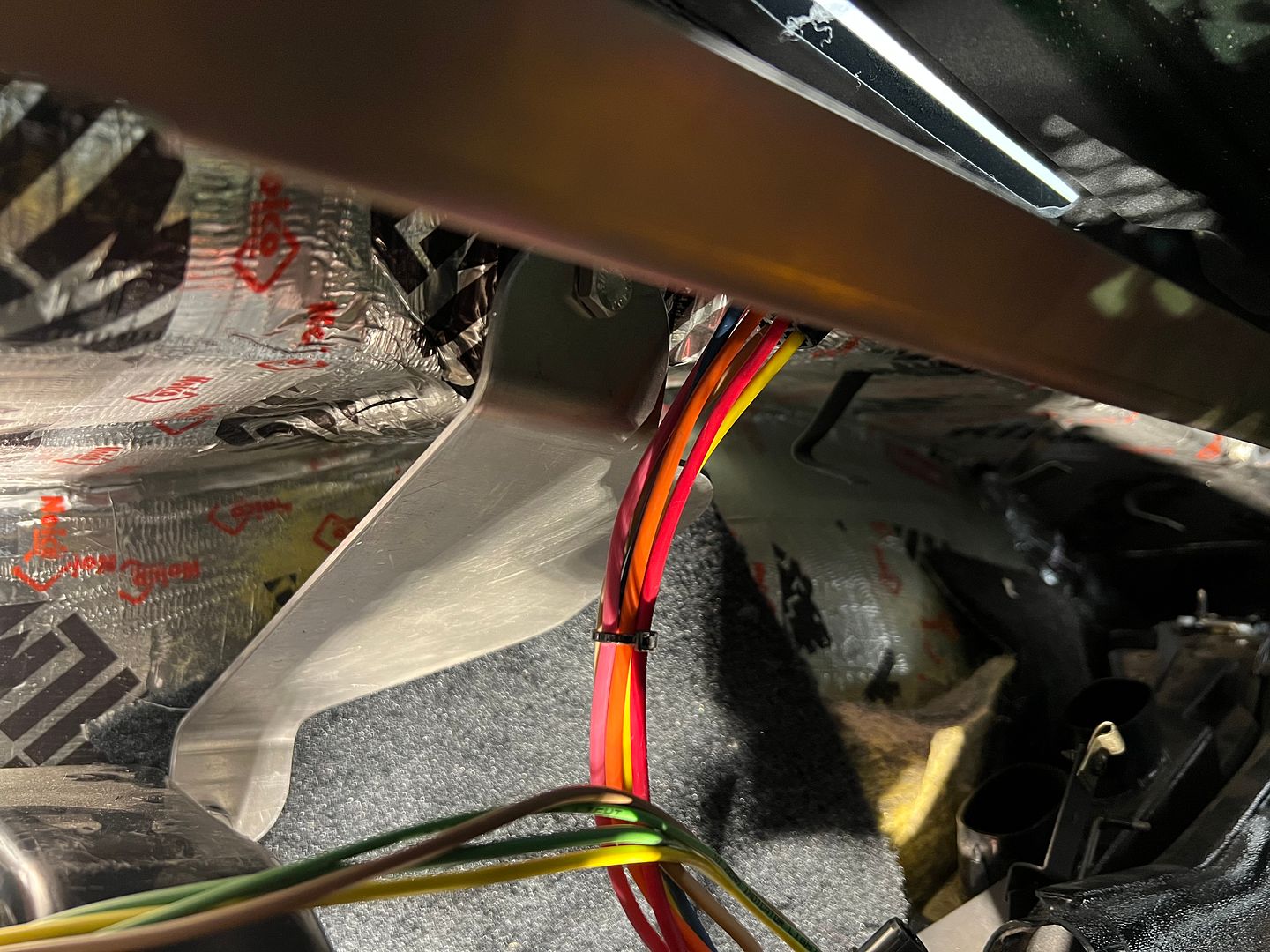

Next, the interfering defrost duct was shortened to provide the needed clearance. Side note: Check out the HAZ difference between a TIG tack on tight fitting panels vs. having to add filler on a slight gap...

Fitted before we do the final welding, this shows to leave us sufficient room...

And now for the fun part....
So...where we had left off on the wagon, more blocking of primer, fabrication/modification of defroster vents, and wiring.. So a test fit of our fuse panel mounting plate (American Autowire) found that along with our parking brake pedal assembly location and the close proximity of the Raingear wiper motor, things were much too snug. So in looking at the room available under the dash, just to the right of the brake pedal looked promising but one of our newly formed defroster tubes interferred... This one hung down too low....
And, in typical domino fashion, the fuse panel mounting plate would not work where it was not intended.
We made a new bracket of 1/8" aluminum, and bent some mounting ears to be able to place it well above the accelerator linkage. We also designed it to use existing hardware to minimize any additional holes through the nicely painted firewall.
Next, the interfering defrost duct was shortened to provide the needed clearance. Side note: Check out the HAZ difference between a TIG tack on tight fitting panels vs. having to add filler on a slight gap...
Fitted before we do the final welding, this shows to leave us sufficient room...
And now for the fun part....