MJM
Promoted Users
The ghost line shown in the video I linked was fully welded. It’s my understanding that it stems from two thicknesses of metal expanding and contracting slower than the single layer next to it. These differing expansion rates are what eventually causes the ghost line, even through filler. Think of how thick a weld proud can be, sometimes 3 or 4 times the panel thickness, and how the ghost line shown was created by only two panel thicknesses. The other consideration is that planishing helps to normalize the stresses across the weld so it more acts like the single panel that existed prior. Having weld proud left behind can’t help, in any regard.
Good explanation. I completely understand now. I was under the impression Ghosting only occurred on lap joints but, that is not the case. Ghosting can also happen on a butt welded joint if the welds are not ground flush on "both" sides.
This is really a game changer for me on how I approach a panel weld. I had recently read a comment from D.A.T what it takes to do a quality patch repair. The main point I understood from him was it's going to take being able to have access to both side of the panel, which may require removing braces and or, body panels.
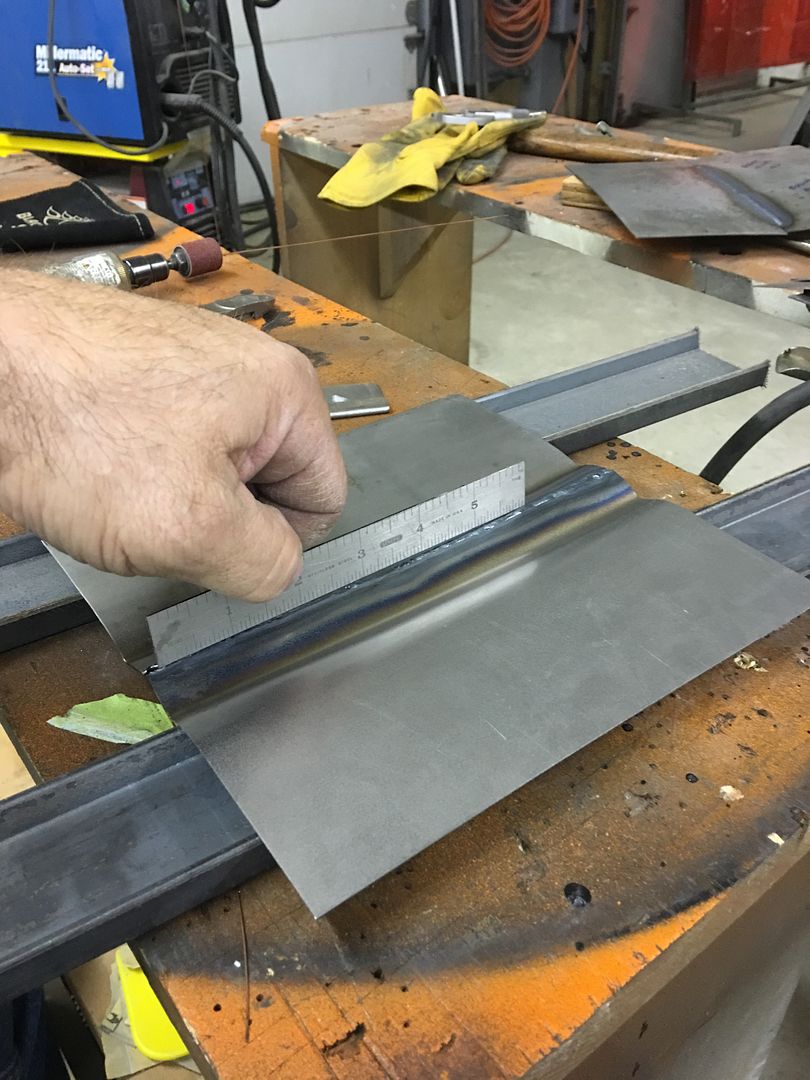
My car had many small holes from dent pulling that where filled with filler before I started this project. I had mig filled those holes. I did use a copper backer when mig welding the holes, however........ I did't see a need at that time to make sure the weld on the back side of the hole was perfectly flush with the panel. Even using the copper backer, I would safely assume the weld is at least a couple thousands proud on the backside. Some of those holes would require removing quarter panels to have access to the backside. Now I'm questioning myself thinking filler would have been the better option to avoid Ghosting spot welded holes. Maybe this is the push I needed to replace the quarter panels with aftermarket panels.
So much yet to learn.
Last edited: